导图社区 《黄帝内经·灵枢》3
- 31
- 0
- 0
- 举报
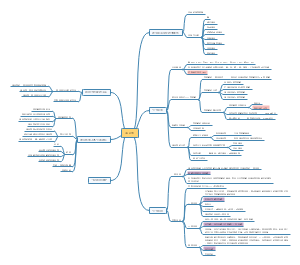
《黄帝内经·灵枢》3
这是一个关于《黄帝内经·灵枢》3的思维导图,《灵枢》与《素问》合称《黄帝内经》,是中医学理论体系的奠基之作,现存最早的中医理论经典。其内容涵盖经络学说、针灸疗法、脏腑病理等,被誉为“中医针灸学之祖”。
编辑于2025-07-23 17:14:54- 中医理论
- 中医书籍解析,古文书籍解析
- 针灸学
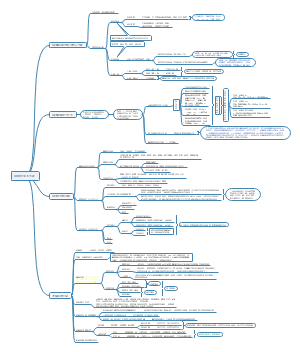
这是一个关于针灸学的思维导图,针灸学是中医学科中的一门重要分支,它以中医理论为指导,研究经络、腧穴及刺灸方法,探讨运用针灸防治疾病的规律。
- 针灸学2
这是一个关于针灸学2的思维导图,针灸学中的十二经脉是中医经络理论的核心内容,它们是人体经络系统的主体,具有表里经脉相合、与相应脏腑络属的主要特征。
- 中医妇科学
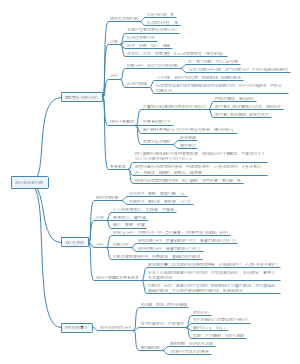
这是一个关于中医妇科学的思维导图,中医妇科学是以中医理论为基础,研究女性生理、病理及特有疾病防治的一门临床学科。它以整体观念和辨证论治为核心,结合女性的生理特点(如月经、妊娠、分娩等),探讨女性疾病的发病机制、诊断方法及治疗原则。中医妇科学不仅注重疾病的治疗,还强调预防和调理,体现了“治未病”的思想。
《黄帝内经·灵枢》3
社区模板帮助中心,点此进入>>
- 针灸学
这是一个关于针灸学的思维导图,针灸学是中医学科中的一门重要分支,它以中医理论为指导,研究经络、腧穴及刺灸方法,探讨运用针灸防治疾病的规律。
- 针灸学2
这是一个关于针灸学2的思维导图,针灸学中的十二经脉是中医经络理论的核心内容,它们是人体经络系统的主体,具有表里经脉相合、与相应脏腑络属的主要特征。
- 中医妇科学
这是一个关于中医妇科学的思维导图,中医妇科学是以中医理论为基础,研究女性生理、病理及特有疾病防治的一门临床学科。它以整体观念和辨证论治为核心,结合女性的生理特点(如月经、妊娠、分娩等),探讨女性疾病的发病机制、诊断方法及治疗原则。中医妇科学不仅注重疾病的治疗,还强调预防和调理,体现了“治未病”的思想。
- 相似推荐
- 大纲




《黄帝内经·灵枢》3
《灵枢·贼风 第五十八》原文及详细知识点解析:
1. 开篇:贼风致病的隐匿性与“故邪”理论
原文:
“黄帝曰:夫子言贼风邪气之伤人也,令人病焉。今有其不离屏蔽,不出室穴之中,卒然病者,非不离贼风邪气,其故何也?岐伯曰:此皆尝有所伤于湿气,藏于血脉之中,分肉之间,久留而不去;若有所堕坠,恶血在内而不去;卒然喜怒不节,饮食不适,寒温不时,腠理闭而不通;其开而遇风寒,则血气凝结,与故邪相袭,则为寒痹;其有热则汗出,汗出则受风,虽不遇贼风邪气,必有因加而发焉。”
知识点解析:
- 问题的提出: 黄帝质疑为何有人未直接接触贼风邪气(如居室内)却突然发病,引出对隐性致病因素的探讨。
- 岐伯的“故邪”理论:
- 湿气滞留: 既往湿邪潜伏于血脉、分肉间,久留不去(“尝有所伤于湿气…久留而不去”)。
- 瘀血内停: 跌打损伤(“堕坠”)导致恶血瘀积体内(“恶血在内而不去”)。
- 情志饮食失调: 突然的情绪波动(“喜怒不节”)、饮食失宜、寒温失调导致腠理闭塞(“腠理闭而不通”)。
- 发病机制:
- 外感风寒触发: 腠理开泄时遇风寒,血气凝结,与体内旧邪(湿、瘀)结合,形成寒痹(“与故邪相袭,则为寒痹”)。
- 汗出受风: 体内有热时汗出,风邪乘虚而入,即使无贼风直接侵袭,旧邪因新诱因(“因加”)而发病。
- 核心观点: 疾病发作是外邪(风寒)与内伏“故邪”(湿、瘀等)相互作用的结果,解释了隐匿性发病的机理。
2. “祝由”疗法的原理与心理致病因素
原文:
“黄帝曰:今夫子之所言者,皆病人之所自知也。其毋所遇邪气,又毋怵惕之所志,卒然而病者,其故何也?唯有因鬼神之事乎?岐伯曰:此亦有故邪留而未发,因而志有所恶,及有所慕,血气内乱,两气相搏。其所从来者微,视之不见,听而不闻,故似鬼神。”
知识点解析:
- 进一步追问: 黄帝提出有人既无外邪侵袭,也无明显情志刺激(“毋怵惕之所志”),却突然发病,是否与鬼神有关。
- 岐伯的解答:
- 内伏故邪: 仍有旧邪潜伏未发(“故邪留而未发”)。
- 心理诱因: 潜意识的厌恶或渴望(“志有所恶,及有所慕”)导致血气内乱,与故邪相搏而发病。
- “似鬼神”的本质: 因病因隐匿(“所从来者微”),无法通过感官察觉(“视之不见,听而不闻”),故被误认为鬼神作祟。
- 祝由疗法的合理性:
- 通过心理疏导(如语言暗示、仪式)调节情志,解除“志有所恶/慕”对血气的影响,从而治疗因心理诱因引发的疾病。
- 意义: 否定鬼神致病论,从情志-血气-故邪相互作用的角度解释疑难病症,为祝由提供理论依据。
3. 诊断与治疗:察色按脉,先别阴阳
原文:
“黄帝曰:其祝而已者,其故何也?岐伯曰:先巫者,因知百病之胜,先知其病之所从生者,可祝而已也。帝曰:善。然此乃不须毒药砭石,可独祝由而已乎?岐伯曰:审察其形气有余不足而补泻之,明辨其阴阳而调之,无与众谋。必审诊其病之始末,与其形态,察其色脉,乃治之无失其宜。”
知识点解析:
- 祝由的适用范围:
- 巫医(“先巫”)需掌握疾病规律(“知百病之胜”)和病因(“病之所从生”),才能通过祝由治愈。
- 暗示祝由并非万能,需辨证使用。
- 综合治疗原则:
- 形气辨证: 通过审察形体强弱、气血盛衰(“形气有余不足”)决定补泻。
- 阴阳为纲: 明确阴阳失调的本质(“明辨其阴阳而调之”),个性化治疗(“无与众谋”)。
- 四诊合参: 详问病史(“病之始末”)、观察症状(“形态”)、察色按脉(“察其色脉”)是治疗的前提。
- 批判盲目祝由: 强调需结合传统诊断(色脉)和治法(补泻),反对仅依赖祝由(“不须毒药砭石”的质疑)。
4. 贼风与“故邪”的现代解读
原文:
“黄帝曰:善。夫风之与疟也,相与同类,而风常在,而疟特以时休,何也?岐伯曰:风气留其处,疟气随经络沉以内薄,故卫气应乃作。”
知识点解析:
- 风邪与疟疾的类比:
- 风邪常驻体表(“风气留其处”),疟邪伏于经络深处(“沉以内薄”),待卫气与之抗争时发作(“卫气应乃作”)。
- 引申“故邪”特点:
- 类似疟邪,湿、瘀等故邪潜伏体内,待机而发,解释了慢性病、伏邪温病的发病规律。
- 治疗启示: 需根据邪气深浅(表里)选择治法,如风邪可散,伏邪需透发。
总结《贼风 第五十八》的核心知识点:
1. “故邪”致病理论:
- 提出湿气、瘀血等旧邪潜伏体内(血脉、分肉),遇新诱因(外感、情志、饮食)而发病,解释隐匿性、慢性疾病的机理。
2. 心理因素与血气关系:
- 潜意识的“志有所恶/慕”可扰乱血气,与故邪相搏致病,为祝由疗法提供理论基础,体现“形神一体”观。
3. 反对鬼神致病论:
- 将“似鬼神”的病症归因于微妙的邪正斗争,强调医学需理性探究病因(“审诊其病之始末”)。
4. 诊断治疗原则:
- 以阴阳为总纲,结合形气盛衰、色脉变化,辨证施治(补泻调气),批判盲目依赖祝由。
5. 临床意义:
- 指导伏邪、情志病的治疗,重视病史采集(“病之始末”)和综合调治(药物、针刺、心理),对现代心身医学有启发。
注: 《贼风》篇在《黄帝内经》中原文较短,部分内容可能与其他篇章混编,但核心思想清晰,即揭示内外因结合致病的复杂性,强调医学的理性精神与辨证思维。
《灵枢·卫气失常 第五十九》原文及详细知识点解析:
1. 卫气失常的病理表现与诊断要点
原文:
"黄帝曰:卫气之留于腹中,搐积不行,苑蕴不得常所,使人支胁胃中满,喘呼逆息者,何以去之?伯高曰:其气积于胸中者,上取之;积于腹中者,下取之;上下皆满者,傍取之。"
知识点解析:
- 卫气运行失常的病理表现:
- 气机壅滞: 卫气滞留腹中("留于腹中"),积聚不散("搐积不行"),郁结失于常态("苑蕴不得常所")。
- 典型症状: 胸胁支撑胀满("支胁")、胃脘胀满("胃中满")、喘息气逆("喘呼逆息")。
- 三焦定位治疗原则:
- 上焦积气: 取上部穴位(如膻中、天突)宣发上焦。
- 中下焦积气: 取下腹部穴位(如气海、关元)疏导中下焦。
- 全腹气满: 取侧腹部穴位(如章门、期门)疏通三焦气机。
- 核心思想: 体现"病位分治"思想,为后世"三焦辨证"奠定基础。
2. 卫气与营卫失调的深度辨析
原文:
"黄帝曰:取之奈何?伯高曰:积者,先取三里以泻之,后取巨虚上下廉以调之;气下乃止。所谓深之细按,导其气以下行也。"
知识点解析:
- 治疗操作规范:
- 泻实手法: 先刺足三里(胃经合穴)泻实邪。
- 调气手法: 后取上巨虚(大肠下合穴)、下巨虚(小肠下合穴)调节腑气。
- 得气标准: 待气机下降("气下")症状缓解方可止针。
- 操作要领:
- 进针要求: 深刺("深之")以达气街。
- 行针手法: 细致按压("细按")引导气机下行。
- 理论延伸: 揭示卫气与胃肠功能的密切关联,为"胃肠-免疫轴"理论提供古典依据。
3. 体质差异与卫气调节的个性化方案
原文:
"黄帝曰:卫气之与血脉,异名同类,何也?伯高曰:营卫者,精气也;血者,神气也。故血之与气,异名同类焉。"
知识点解析:
- 营卫气血关系:
- 同源异流: 卫气与血脉虽名称不同,但同源于水谷精气("异名同类")。
- 功能分化:
- 营卫属"精气"范畴——维持基础生命活动。
- 血液属"神气"范畴——承载精神意识活动。
- 临床指导:
- 卫气失调伴血瘀者需配合血海、膈俞等穴。
- 为"气为血之帅,血为气之母"理论提供原始依据。
4. 特殊刺法:刺营无伤卫,刺卫无伤营
原文:
"刺营者出血,刺卫者出气,刺寒痹者内热。刺布衣者深以留之,刺大人者微以徐之。"
知识点解析:
- 分层刺法规范:
- 刺营分: 刺络出血(如锋针点刺)祛瘀生新。
- 刺卫分: 摇大针孔(如员利针)疏泄气机。
- 体质差异化治疗:
- 劳力者: 深刺久留("深以留之")激发经气。
- 养尊处优者: 浅刺缓调("微以徐之")渐进调理。
- 技术要点: 开创"因人施针"的治疗学原则。
总结《卫气失常 第五十九》的核心知识点:
1. 卫气运行理论:
- 系统阐述卫气壅滞的三焦分治方案,建立"病位-取穴"对应关系。
2. 诊疗技术规范:
- 提出"先泻后调"的治疗程序及"气下乃止"的疗效判定标准。
3. 气血关系理论:
- 明确卫气与血脉"异名同类"的本质联系,完善营卫学说。
4. 临床刺法创新:
- 记载分层刺法(营/卫)与体质差异化刺法(布衣/大人),体现个体化治疗思想。
5. 后世影响:
- 直接指导《难经》"气主煦之,血主濡之"理论的形成,为温病学"卫气营血辨证"奠定基础。
注: 本篇与《营卫生会》《卫气行》等篇章共同构成《内经》卫气理论体系,对中医免疫学、体质学说发展具有奠基性意义。
《灵枢·玉版 第六十》原文及详细知识点解析:
1. 开篇:针道至精,不可轻传
原文:
"黄帝曰:余以小针为细物也,夫子乃言上合之于天,下合之于地,中合之于人,余以为过针之意矣,愿闻其故。岐伯曰:何物大于天乎?夫大于针者,惟五兵者焉。五兵者,死之备也,非生之具。且夫人者,天地之镇也,其可不参乎?夫治民者,亦唯针焉。夫针之与五兵,其孰小乎?"
知识点解析:
- 针道与天地的关系:
- 天人相应: 强调针刺之道("小针")与天地运行规律相通("上合天,下合地,中合人")。
- 治疗地位: 将针具与"五兵"(五种兵器)对比,指出兵器用于杀戮("死之备"),而针具用于救治("生之具")。
- 人文关怀:
- "人者天地之镇": 指出人是天地间最重要的存在,强调医学的人文价值。
- 治国隐喻: 将"治民"与针刺并论,体现中医"治国如治身"的整体观。
2. 针刺的禁忌与严重后果
原文:
"黄帝曰:病之生时,有喜怒不测,饮食不节,阴气不足,阳气有余,营气不行,乃发为痈疽。阴阳不通,两热相搏,乃化为脓,小针能取之乎?岐伯曰:圣人不能使化者,为之邪不可留也。故两军相当,旗帜相望,白刃陈于中野者,此非一日之谋也。能使其民令行禁止,士卒无白刃之难者,非一日之教也,须臾之得也。夫至使身被痈疽之病,脓血之聚者,不亦离道远乎?夫痈疽之生,脓血之成也,不从天下,不从地出,积微之所生也。故圣人自治于未有形也,愚者遭其已成也。"
知识点解析:
- 痈疽的病因病机:
- 情志饮食失调: "喜怒不测,饮食不节"导致气机紊乱。
- 营卫失衡: "阴气不足,阳气有余,营气不行"引发热毒壅滞。
- 化脓机制: "阴阳不通,两热相搏"最终化为脓血。
- 防治思想:
- "治未病"原则: 强调在疾病未成形时干预("自治于未有形")。
- 早期诊断: 指出痈疽是"积微之所生",提醒医者重视早期症状。
- 治疗警示:
- 针刺局限: 暗示单纯用小针难以处理严重痈疽,需综合治疗。
3. 医者的道德要求与技术标准
原文:
"黄帝曰:其已形,不予遭,脓已成,不予见,为之奈何?岐伯曰:脓已成,十死一生,故圣人弗使已成,而明为良方,著之竹帛,使能者踵而传之后世,无有终时者,为其不予遭也。"
知识点解析:
- 医德规范:
- 知识传承: 强调将良方"著之竹帛"供后世传承。
- 责任意识: 指出医者对已形成的脓疡("不予遭")负有救治责任。
- 技术标准:
- 预后判断: 提出"脓已成,十死一生"的客观评估标准。
- 能力要求: "使能者踵而传之"强调选拔合格医者传承医术。
4. 针刺的军事化比喻与操作规范
原文:
"黄帝曰:其已有脓血而后遭乎,不导之以小针治乎?岐伯曰:以小治小者其功小,以大治大者多害,故其已成脓血者,其唯砭石铍锋之所取也。"
知识点解析:
- 治疗工具选择:
- 器械适配: 根据病情轻重选择工具,小针用于轻症,砭石铍针用于脓疡。
- 操作原则:
- "以小治小": 轻症用微创治疗,避免过度医疗。
- "以大治大多害": 警示重症治疗需把握尺度,防止伤害正气。
5. 医学传承的郑重告诫
原文:
"黄帝曰:多害者其不可全乎?岐伯曰:其在逆顺焉。黄帝曰:愿闻逆顺。岐伯曰:以为伤者,其白眼青黑,眼小,是一逆也;内药而呕者,是二逆也;腹痛渴甚,是三逆也;肩项中不便,是四逆也;音嘶色脱,是五逆也。除此五者为顺矣。"
知识点解析:
- 预后判断标准(五逆):
1. 眼征异常: "白眼青黑,眼小"提示肝气败绝。
2. 服药呕吐: 反映胃气衰败。
3. 腹痛渴甚: 表明阴液耗竭。
4. 肩项强直: 预示阳气脱失。
5. 声嘶色脱: 象征气血俱虚。
- 临床意义:
- "逆顺"理论: 建立系统的预后评估体系。
- 危重症识别: 帮助医者判断疾病转归。
总结《玉版 第六十》的核心知识点:
1. 医学哲学思想:
- 提出"针道合天地"的整体观,奠定中医理论哲学基础。
2. 疾病防治体系:
- 建立从病因(情志饮食)、病机(营卫失调)到预后(五逆)的完整理论。
3. 医疗技术规范:
- 明确不同阶段(未病/已病)、不同病情(轻症/重症)的治疗方案选择。
4. 医德医风要求:
- 强调医术传承的严肃性,体现"医乃仁术"的核心价值观。
5. 临床判断标准:
- "五逆"证候系统成为后世判断疾病预后的重要依据。
注: 本篇名为"玉版",暗喻医学知识如刻于玉版般珍贵,需慎重传承。其内容融合医理、医德与临床实践,是《内经》中极具特色的篇章。
《灵枢·五禁 第六十一》原文及详细知识点解析:
1. 五禁理论的提出与临床意义
原文:
"黄帝问于岐伯曰:余闻刺有五禁,何谓五禁?岐伯曰:禁其不可刺也。黄帝曰:余闻刺有五夺。岐伯曰:无泻其不可夺者也。黄帝曰:余闻刺有五过。岐伯曰:补泻无过其度。黄帝曰:余闻刺有五逆。岐伯曰:病与脉相逆,命曰五逆。黄帝曰:余闻刺有九宜。岐伯曰:明知九针之论,是谓九宜。"
知识点解析:
- 五禁概念: 指出五种绝对禁止针刺的情况("禁其不可刺"),强调治疗禁忌的重要性。
- 五夺原则: 提出五种不可用泻法的情况("无泻其不可夺"),保护正气不受损伤。
- 五过警示: 告诫补泻手法不可过度("补泻无过其度"),体现中医"中和"思想。
- 五逆诊断: 定义病症与脉象相反的危重状态("病与脉相逆"),建立预后判断标准。
- 九宜规范: 强调精通九针理论("明知九针之论")是正确施针的基础。
2. 五禁的具体内容与病理机制
原文:
"黄帝曰:何谓五禁?愿闻其不可刺之时。岐伯曰:甲乙日自乘,无刺头,无发蒙于耳内;丙丁日自乘,无振埃于肩喉廉泉;戊己日自乘四季,无刺腹去爪泻水;庚辛日自乘,无刺关节于股膝;壬癸日自乘,无刺足胫。是谓五禁。"
知识点解析:
- 时间禁忌系统: 根据天干纪日建立"日禁"理论:
1. 甲乙日: 禁刺头部(防伤肝气)及耳内穴位(防扰清窍)。
2. 丙丁日: 禁刺肩喉部(如廉泉穴,防伤心气)。
3. 戊己日: 禁刺腹部及泻水疗法(防伤脾胃之气)。
4. 庚辛日: 禁刺股膝关节(防伤肺气)。
5. 壬癸日: 禁刺足胫部(防伤肾气)。
- 理论依据: 将天干(甲乙属肝等)与人体部位对应,体现"天人相应"思想。
3. 五夺的临床表现与治疗禁忌
原文:
"黄帝曰:何谓五夺?岐伯曰:形肉已夺,是一夺也;大夺血之后,是二夺也;大汗出之后,是三夺也;大泄之后,是四夺也;新产及大血之后,是五夺也。此皆不可泻。"
知识点解析:
- 五夺指征:
1. 形气大虚: 肌肉极度消瘦(形肉已夺)。
2. 失血过多: 大出血后(大夺血之后)。
3. 津液耗伤: 大汗淋漓后(大汗出之后)。
4. 精气下泄: 严重腹泻后(大泄之后)。
5. 产后失血: 新产妇大出血后(新产及大血之后)。
- 治疗原则: 上述情况严禁使用泻法("此皆不可泻"),必须固护正气。
4. 五过的判断标准与操作规范
原文:
"黄帝曰:何谓五过?岐伯曰:补泻反则病益笃,中筋则筋缓,中骨则骨痿,中血则血枯,中气则气滞。此五过也。"
知识点解析:
- 操作失误类型:
1. 补泻颠倒: 实证用补或虚证用泻("补泻反")加重病情。
2. 伤筋: 刺中筋膜导致弛缓无力("筋缓")。
3. 伤骨: 深刺伤骨引发骨痿无力。
4. 伤血: 误刺血脉导致血虚枯竭。
5. 伤气: 操作不当引起气机壅滞。
- 技术要点: 强调精准掌握解剖层次和补泻原则。
5. 五逆的危重证候与预后判断
原文:
"黄帝曰:何谓五逆?岐伯曰:热病脉静,汗已出脉盛躁,是一逆也;病泄脉洪大,是二逆也;着痹不移,肉破,身热,脉偏绝,是三逆也;淫而夺形,身热,色夭然白,及后下血衃,血衃笃重,是四逆也;寒热夺形,脉坚搏,是五逆也。"
知识点解析:
- 五逆证候:
1. 热病脉静: 高热但脉象沉静(邪盛正衰)。
2. 泄泻脉洪: 腹泻反见洪大脉(阴竭阳浮)。
3. 痹证恶化: 顽固痹证伴肌肉溃破、高热、脉微(正气溃败)。
4. 阴伤出血: 久病耗形伴发热、面色苍白、便血(气随血脱)。
5. 寒热伤正: 长期寒热往来伴形体消瘦、脉硬而强(真脏脉现)。
- 预后意义: 提示疾病进入终末阶段,医者需谨慎判断。
6. 九宜的针具选择与治疗智慧
原文:
"黄帝曰:何谓九宜?岐伯曰:刺热者用镵针,刺寒者用毫针,刺大者用锋针,刺小者用员利针,刺痈者用铍针,刺痹者用长针,刺水肿者用大针,刺虚者用鍉针,刺实者用员针。此九针各有所宜也。"
知识点解析:
- 九针适配原则:
1. 热证用镵针(浅刺泻热)
2. 寒证用毫针(深刺留针)
3. 大症用锋针(放血祛邪)
4. 小症用员利针(快速调气)
5. 痈疽用铍针(排脓引流)
6. 痹证用长针(深达病所)
7. 水肿用大针(泻水通络)
8. 虚证用鍉针(按压导气)
9. 实证用员针(按摩疏泄)
- 临床价值: 建立"因证选针"的规范化治疗体系。
总结《五禁 第六十一》的核心知识点:
1. 禁忌理论体系:
- 构建"五禁-五夺-五过-五逆"四级预警系统,全面规范临床操作。
2. 时间医学思想:
- 创立"天干日禁"理论,反映中医时间治疗学特色。
3. 危重症诊断:
- "五逆"证候系统成为判断疾病预后的金标准。
4. 针具选择规范:
- "九宜"原则实现病症-针具的精准匹配。
5. 治疗安全理念:
- 强调"防过"重于"纠误",奠定中医安全治疗学基础。
注: 本篇与《九针十二原》《官针》等篇章共同构成《内经》针灸治疗学体系,其禁忌思想对后世《针灸甲乙经》等医籍影响深远。
《灵枢·动输 第六十二》原文及详细知识点解析:
1. 开篇:经脉气血运行的动力来源与关键枢纽
原文:
"黄帝曰:经脉十二,而手太阴、足少阴、阳明独动不休,何也?岐伯曰:是明胃脉也。胃为五脏六腑之海,其清气上注于肺,肺气从太阴而行之,其行也,以息往来,故人一呼脉再动,一吸脉亦再动,呼吸不已,故动而不止。"
知识点解析:
- 问题提出: 黄帝观察到十二经脉中,唯有手太阴肺经(寸口脉)、足少阴肾经(太溪脉)、足阳明胃经(人迎脉)三处脉搏跳动明显且持续不休,询问其原理。
- 核心机制:
- 胃脉的核心地位: 岐伯指出,这三脉的搏动与胃气密切相关。胃为"五脏六腑之海",化生水谷精微,其清气(轻清的精微物质)上输于肺("上注于肺"),推动肺气循手太阴经运行。
- 呼吸与脉动的关系: 肺气的运行与呼吸同步("以息往来"),一呼一吸间脉各跳动两次("一呼脉再动,一吸脉亦再动"),呼吸不停,故脉搏不止。
- 生理意义: 揭示了胃气(后天之本)与肺气(主气司呼吸)共同构成经脉气血运行的动力源泉,解释了寸口、人迎、太溪三脉作为诊脉要点的生理基础。
2. 足阳明胃经(人迎脉)搏动的原理
原文:
"黄帝曰:气之过于寸口也,上十焉息?下八焉伏?何道从还?不知其极。岐伯曰:气之离脏也,卒然如弓弩之发,如水之下岸,上于鱼以反衰,其余气衰散以逆上,故其行微。"
知识点解析:
- 寸口脉的气血盛衰现象: 黄帝观察到经气通过寸口时,向上(向心方向)十分旺盛,向下(离心方向)仅八分潜伏,询问气血循环的路径与规律。
- 岐伯的比喻解释:
- 初始动力: 经气离开内脏时,如箭离弦("弓弩之发")、水泻堤岸("如水之下岸"),势头迅猛。
- 衰减过程: 上行至鱼际(手太阴经末端)后开始衰减("上于鱼以反衰"),剩余气力逆向上行时已微弱("其余气衰散以逆上,故其行微")。
- 临床意义: 说明寸口脉的强弱变化可反映气血运行的盛衰趋势,为脉诊"上盛下虚"等病理现象提供生理依据。
3. 足少阴肾经(太溪脉)搏动的特殊性
原文:
"黄帝曰:足之阳明何因而动?岐伯曰:胃气上注于肺,其悍气上冲头者,循咽,上走空窍,循眼系,入络脑,出顑,下客主人,循牙车,合阳明,并下人迎,此胃气别走于阳明者也。故阴阳上下,其动也若一。故阳病而阳脉小者为逆,阴病而阴脉大者为逆。故阴阳俱静俱动,若引绳相倾者病。"
知识点解析:
- 足阳明脉动的延伸解释:
- "悍气"的路径: 胃中剽悍之气("悍气")上行至头部,通过咽、眼系入脑,再下行至下颌("客主人"即上关穴)、牙车(下颌角),与人迎脉相合,形成胃气别行的阳明支脉。
- 阴阳协调: 阴经(太阴)与阳经(阳明)的脉动上下呼应("其动也若一"),保持平衡。
- 病理判断标准:
- 阳病阳脉小、阴病阴脉大: 均为逆象(反常),提示阴阳失调。
- 脉动异常: 若阴阳脉同步静止或躁动("俱静俱动"),或如拉绳般僵硬倾斜("若引绳相倾"),均属病态。
- 理论价值: 强调人迎(阳)-寸口(阴)脉对比诊法的生理基础,为"人迎寸口诊法"提供理论支持。
4. 手太阴肺经(寸口脉)与足少阴肾经(太溪脉)的关系
原文:
"黄帝曰:足少阴何因而动?岐伯曰:冲脉者,十二经之海也,与少阴之大络,起于肾下,出于气街,循阴股内廉,邪入腘中,循胫骨内廉,并少阴之经,下入内踝之后,入足下;其别者,邪入踝,出属跗上,入大指之间,注诸络,以温足胫。此脉之常动者也。"
知识点解析:
- 冲脉与肾经的联动:
- 冲脉的作用: 冲脉为"十二经之海",与足少阴肾经的大络并行,起于肾下,沿下肢内侧下行至足底,分支温养足胫。
- 太溪脉动的根源: 肾经与冲脉的协同作用,使太溪脉(内踝后)成为肾气汇聚之处,故搏动不息。
- 生理关联: 肺主气(寸口)-肾主先天(太溪)-胃主后天(人迎)三脉联动,构成"先天-后天-气机"循环系统,解释了三脉作为诊法关键点的深层机制。
5. 四末(四肢末端)为阴阳经气交汇之处的理论
原文:
"黄帝曰:营卫之行也,上下相贯,如环之无端,今有其卒然遇邪气,及逢大寒,手足懈惰,其脉阴阳之道,相输之会,行相失也,气何由还?岐伯曰:夫四末阴阳之会者,此气之大络也。四街者,气之径路也。故络绝则径通,四末解则气从合,相输如环。"
知识点解析:
- 营卫循环的应急机制:
- 四末的枢纽作用: 四肢末端是阴阳经气交汇处("四末阴阳之会"),为"气之大络"。当外邪侵袭导致手足麻痹、脉道失调时,气血可通过"四街"(头、胸、腹、胫四大气血通路)的备用路径("径路")维持循环。
- 自我调节: 络脉受阻则气转走径路("络绝则径通"),四肢舒缓后气复汇合("四末解则气从合"),恢复如环无端的运行。
- 理论创新: 提出经脉系统的代偿机制,解释临床中"络病"与"经病"的转化关系,对针灸取穴(如井穴、原穴)有指导意义。
6. 三脉独动的诊断学意义
原文:
"黄帝曰:善。此所谓如环无端,莫知其纪,终而复始,其流溢之气,内溉脏腑,外濡腠理。"
知识点解析:
- 气血循环的总结:
- 循环特性: 气血运行如环无端("如环无端"),周流不息内养脏腑、外润肌腠("内溉脏腑,外濡腠理")。
- 三脉的标杆作用: 手太阴(寸口)、足少阴(太溪)、足阳明(人迎)三脉作为气血流注的关键节点,其搏动状态可反映整体循环功能。
- 临床启示: 为后世"独取寸口"诊法、人迎-寸口脉对比诊法及太溪脉诊肾气提供经典依据。
总结《动输 第六十二》的核心知识点:
1. 三脉独动的生理机制:
- 手太阴肺经(寸口)、足阳明胃经(人迎)、足少阴肾经(太溪)的持续搏动,分别体现胃气-肺气-肾气的协同作用,构成气血运行的动力链。
- 胃气为源: "胃为五脏六腑之海",其清气上注于肺推动呼吸脉动;悍气上行形成人迎脉动。
- 肾气为根: 肾经与冲脉联动,使太溪脉成为先天之气的标志。
2. 脉诊理论的核心观点:
- 提出"阴阳上下,其动也若一"的平衡观,奠定人迎(阳)-寸口(阴)对比诊法基础。
- 病理判断标准:阳病阳脉小、阴病阴脉大为逆;阴阳脉同步异常("俱静俱动")提示病重。
3. 气血循环的代偿理论:
- "四末阴阳之会"与"四街"构成气血运行的备用通路("络绝则径通"),解释经脉系统的自我调节能力。
4. 对针灸学的指导意义:
- 强调胃、肺、肾三脏在气血生成与运行中的核心地位,提示调理脾胃、培补肾气在治疗中的重要性。
- 三脉(寸口、人迎、太溪)作为诊断与施治的关键点,至今仍是针灸临床的重要部位。
本篇通过分析三脉独动的现象,揭示了经脉气血运行的动力来源与调节机制,是中医脉诊学和经络理论的重要篇章。
《灵枢·五味论 第六十三》原文及详细知识点解析:
1. 开篇:五味入五脏的基本理论
原文:
"黄帝问于少俞曰:五味入于口也,各有所走,各有所病。酸走筋,多食之令人癃;咸走血,多食之令人渴;辛走气,多食之令人洞心;苦走骨,多食之令人变呕;甘走肉,多食之令人悗心。余知其然也,不知其何由?愿闻其故。"
知识点解析:
- 问题提出: 黄帝观察到五味(酸、咸、辛、苦、甘)进入人体后各有偏重的走向和致病特点,询问其内在机理。
- 五味归经与致病规律:
- 酸味走筋: 过食酸味会导致小便不通("癃"),因酸主收敛,使肝气过亢而影响膀胱气化。
- 咸味走血: 过食咸味易致口渴,因咸入肾,肾主水,过咸伤肾则水液代谢失衡。
- 辛味走气: 过食辛味易致心中空虚感("洞心"),因辛散气,耗伤心气。
- 苦味走骨: 过食苦味易致呕吐,因苦入心,过苦则火气上逆犯胃。
- 甘味走肉: 过食甘味易致心胸烦闷("悗心"),因甘滞脾,脾主肌肉,湿浊内停则气机不畅。
- 理论核心: 首次系统提出"五味-五脏-五体"的对应关系,奠定中医食疗与药性理论的基础。
2. 五味偏嗜的病理机制
原文:
"少俞答曰:酸入于胃,其气涩以收,上之两焦,弗能出入也。不出即留于胃中,胃中和温,则下注膀胱,膀胱之胞薄以懦,得酸则缩绻,约而不通,水道不行,故癃。"
知识点解析:
- 酸味的致病原理:
- 收敛特性: 酸味入胃后因其收涩之性,阻滞上中二焦气机("弗能出入")。
- 下注膀胱: 滞留胃中的酸味随胃气温和下注膀胱,膀胱壁薄而柔("胞薄以懦"),遇酸则收缩拘急("缩绻"),导致排尿困难("约而不通")。
- 临床意义: 解释"酸走筋"的本质是影响肝所主的筋膜系统(包括膀胱平滑肌),为治疗小便不利需"忌酸"提供依据。
3. 咸味致渴的生理病理
原文:
"咸入于胃,其气上走中焦,注于脉,则血气走之。血与咸相得则凝,凝则胃中汁注之,注之则胃中竭,竭则咽路焦,故舌本干而善渴。"
知识点解析:
- 咸味的双重作用:
- 入脉化血: 咸味入胃后上行中焦注入血脉("注于脉"),是造血必需物质。
- 过咸伤阴: 血中咸味过多则血液浓缩("凝"),胃液代偿性分泌("汁注之")导致胃阴耗竭("胃中竭"),津不上承则咽喉干燥("咽路焦")、舌干口渴。
- 现代印证: 与高盐饮食导致血液渗透压升高、刺激口渴中枢的生理机制高度吻合。
4. 辛味散气的原理
原文:
"辛入于胃,其气走于上焦。上焦者,受气而营诸阳者也。姜韭之气熏之,营卫之气不时受之,久留心下,故洞心。"
知识点解析:
- 辛味的升散特性:
- 上达上焦: 辛味入胃后直趋上焦,上焦主宣发卫气("营诸阳")。
- 扰动气机: 姜、韭等辛烈之气持续熏蒸上焦,使营卫运行失常("不时受之"),气滞心下属实邪壅塞,故生空虚感("洞心")。
- 治疗启示: 解释辛味药材(如桂枝、生姜)既能发散表邪,过量又易耗伤心阳的双重作用。
5. 苦味走骨致呕的机制
原文:
"苦入于胃,五谷之气皆不能胜苦。苦入下脘,三焦之道皆闭而不通,故变呕。"
知识点解析:
- 苦味的沉降之性:
- 压制谷气: 苦味强势抑制脾胃运化功能("五谷之气皆不能胜苦")。
- 三焦闭塞: 苦味直入下脘,阻碍三焦气机升降("皆闭而不通"),胃气上逆则呕吐。
- 药理应用: 提示苦寒药物(如黄连)虽能清热,但需配伍甘缓之品(如甘草)以防伤胃。
6. 甘味滞脾的理论阐释
原文:
"甘入于胃,其气弱小,不能上至于上焦,而与谷留于胃中者,令人柔润者也。胃柔则缓,缓则虫动,虫动则令人悗心。"
知识点解析:
- 甘味的壅滞作用:
- 气弱留中: 甘味气性柔弱,易滞留胃中(与辛味上行相反),滋生湿浊。
- 胃缓虫扰: 湿浊使胃壁松弛("胃柔则缓"),可能诱发寄生虫扰动("虫动"),或比喻湿浊郁而化热导致的烦闷感。
- 食疗指导: 说明糖尿病等代谢疾病需限制甘味摄入的中医原理。
7. 五味与五色的关联
原文:
"黄帝曰:谷之五味,其色何如?少俞曰:五色:黄宜甘,青宜酸,黑宜咸,赤宜苦,白宜辛。此五者,各有所宜。"
知识点解析:
- 色味对应法则:
- 黄色属土对应甘味(如小米、南瓜)
- 青色属木对应酸味(如青梅、绿叶菜)
- 黑色属水对应咸味(如海带、黑豆)
- 红色属火对应苦味(如赤小豆、丹参)
- 白色属金对应辛味(如葱白、白萝卜)
- 应用价值: 为"五色入五脏"的食疗配伍提供理论支持,如黑色咸味食材补肾(黑芝麻盐)、红色苦味食材清心(莲子心茶)。
8. 五味调和的治疗原则
原文:
"五宜:脾病者宜食秔米饭、牛肉、枣、葵;心病者宜食麦、羊肉、杏、薤;肾病者宜食大豆黄卷、猪肉、栗、藿;肝病者宜食麻、犬肉、李、韭;肺病者宜食黄黍、鸡肉、桃、葱。"
知识点解析:
- 脏腑食疗方案:
| 脏腑 | 谷物 | 肉类 | 果类 | 蔬菜 |
|---|---|---|---|---|
| 脾(土) | 秔米 | 牛肉 | 枣 | 葵 |
| 心(火) | 麦 | 羊肉 | 杏 | 薤 |
| 肾(水) | 大豆 | 猪肉 | 栗 | 藿 |
| 肝(木) | 芝麻 | 犬肉 | 李 | 韭 |
| 肺(金) | 黄黍 | 鸡肉 | 桃 | 葱 |
- 配伍逻辑: 遵循"以甘缓肝急"(肝病食甘味芝麻)、"以咸软肾坚"(肾病食咸味豆类)等五行相克原理,体现"治未病"思想。
总结《五味论 第六十三》的核心知识点:
1. 五味归经理论:
- 建立酸-肝/筋、咸-肾/血、辛-肺/气、苦-心/骨、甘-脾/肉的对应关系,成为中药归经学说的源头。
2. 过食五味的病理模型:
- 提出"味偏盛→脏气偏亢→形体损伤"的传变链条,如"多食咸→血凝→胃竭→口渴",为疾病预防提供饮食禁忌依据。
3. 食疗配伍法则:
- 首创"五宜"饮食方案,将谷物、肉食、果蔬按五行属性分类应用,至今仍是中医营养学的基础。
4. 药食同源思想:
- 揭示食物与药物的作用机理相通(如辛味发散、酸味收敛),为药膳疗法奠定理论基础。
本篇通过分析五味对人体气、血、筋、骨、肉的影响,构建了中医饮食疗法的核心框架,对临床用药配伍、疾病调护具有深远指导意义。
《灵枢·阴阳二十五人 第六十四》原文及详细知识点解析:
1. 开篇:五行分类与二十五种人的理论基础
原文:
"黄帝曰:余闻阴阳之人何如?伯高曰:天地之间,六合之内,不离于五,人亦应之。故五五二十五人之政,而阴阳之人不与焉。其态又不合于众者五,余已知之矣。愿闻二十五人之形,血气之所生,别而以候,从外知内何如?"
知识点解析:
- 五行分类基础:提出人体禀赋与五行(木火土金水)相应,每种五行类型又细分为五亚型,形成二十五种体质类型。
- 诊断学意义:强调通过外在形态特征("形")和气血表现("血气")来推断内在脏腑功能状态("从外知内")。
- 特殊体质说明:指出除二十五种常规类型外,还有阴阳失衡的异常体质("阴阳之人")不在此分类体系中。
2. 木形之人的特征与分类
原文:
"木形之人,比于上角,似于苍帝。其为人苍色,小头,长面,大肩背,直身,小手足,好有才,劳心,少力,多忧劳于事..."
知识点解析:
- 主型特征:
- 外貌:肤色偏青("苍色"),头小面长,肩背宽大,手足较小
- 性格:聪慧善谋("好有才"),易忧思过度("多忧劳")
- 生理:体力较弱("少力"),对应肝胆系统
- 五亚型区分:
- 上角(标准型):上述典型特征
- 大角:肩背更发达,性格更果断
- 左角:身形偏左侧发展,易肝胆气滞
- 钛角:关节突出,易患风湿
- 判角:形体不匀称,消化功能较弱
3. 火形之人的特征与分类
原文:
"火形之人,比于上徵,似于赤帝。其为人赤色,广胕,锐面小头,好肩背髀腹,小手足..."
知识点解析:
- 主型特征:
- 外貌:面色红润("赤色"),脸型上宽下尖,肩背肌肉发达
- 性格:热情主动("疾心"),易冲动("轻财")
- 生理:对应心与小肠系统,易患心血管疾病
- 五亚型区分:
- 上徵(标准型):典型火型特征
- 质徵:形体更健壮,性格更坚毅
- 少徵:身形较瘦小,易心悸
- 右徵:右侧肢体更发达,易小肠燥热
- 质判:上下身比例不协调,易阴阳失调
4. 土形之人的特征与分类
原文:
"土形之人,比于上宫,似于上古黄帝。其为人黄色,圆面,大头,美肩背,大腹,美股胫,小手足..."
知识点解析:
- 主型特征:
- 外貌:肤色偏黄,头大面圆,腹部臀部发达
- 性格:稳重包容("安心"),善于协调("好利人")
- 生理:对应脾胃系统,易患代谢性疾病
- 五亚型区分:
- 上宫(标准型):典型土型特征
- 大宫:体型更丰满,消化功能强
- 少宫:身形较瘦,脾胃虚弱
- 加宫:脂肪堆积明显,易痰湿内蕴
- 左宫:左侧更发达,易脾虚气陷
5. 金形之人的特征与分类
原文:
"金形之人,比于上商,似于白帝。其为人方面,白色,小头,小肩背,小腹,小手足..."
知识点解析:
- 主型特征:
- 外貌:肤色白皙,脸型方正,身形匀称偏瘦
- 性格:刚毅果断("身清廉"),原则性强("急心")
- 生理:对应肺与大肠系统,易患呼吸系统疾病
- 五亚型区分:
- 上商(标准型):典型金型特征
- 釱商:骨骼更突出,易关节病变
- 右商:右侧更发达,易肺气不降
- 左商:左侧更发达,易大肠传导失常
- 少商:身形瘦小,肺气虚弱
6. 水形之人的特征与分类
原文:
"水形之人,比于上羽,似于黑帝。其为人黑色,面不平,大头,廉颐,小肩,大腹..."
知识点解析:
- 主型特征:
- 外貌:肤色偏黑,头大面颊瘦削,腹部突出
- 性格:深沉多谋("不敬畏"),善应变("善欺给人")
- 生理:对应肾与膀胱系统,易患泌尿生殖疾病
- 五亚型区分:
- 上羽(标准型):典型水型特征
- 大羽:体型更壮实,肾气充足
- 少羽:身形瘦小,肾精不足
- 桎羽:关节僵硬,易肾虚骨病
- 众羽:形体不协调,水液代谢紊乱
7. 体质与诊疗的对应关系
原文:
"二十五人者,刺之有约...必先明知二十五人,则血气之所在,左右上下,刺约毕矣。"
知识点解析:
- 治疗原则:
- 木形之人:宜疏肝利胆,取足厥阴、少阳经穴
- 火形之人:需清心泻火,取手少阴、太阳经穴
- 土形之人:当健脾和胃,取足太阴、阳明经穴
- 金形之人:应宣肺理气,取手太阴、阳明经穴
- 水形之人:要温肾利水,取足少阴、太阳经穴
- 诊断要点:强调治疗前必须明确患者的体质类型("明知二十五人"),才能准确判断气血分布特点("血气之所在")和病变部位("左右上下")。
8. 体质与预后的关系
原文:
"形色相得者,富贵大乐;形色相失者,贫贱夭苦..."
知识点解析:
- 健康标准:外在形态与内在气血协调("形色相得")是健康的表现
- 疾病预测:
- 木形之人见白色:提示金克木,肺病传肝
- 火形之人见黑色:提示水克火,肾病及心
- 各型出现相克颜色均预示疾病传变
- 养生指导:根据体质类型选择适宜的生活方式和饮食调养
总结《阴阳二十五人 第六十四》的核心知识点:
1. 体质分类体系:
- 建立五行(木火土金水)×五音(角徵宫商羽)的二十五种体质模型
- 每种主型包含五个亚型,体现"同中有异"的个体差异
2. 诊断学贡献:
- 开创"司外揣内"诊断方法,通过形体、面色、行为等外在表现判断体质
- 提出"形色相得/相失"的诊断标准,奠定中医望诊基础
3. 治疗学应用:
- 确立"因人施治"原则,不同体质采用不同针灸取穴和补泻手法
- 揭示体质与经络选择的对应关系,如木形之人多取肝胆经穴
4. 预防医学思想:
- 根据体质特点预测疾病倾向,如土形之人易患脾胃病
- 提供个性化的养生方案,体现"治未病"理念
5. 现代研究价值:
- 与当代体质医学、精准医疗理念高度契合
- 为中医个体化诊疗提供经典理论依据
本篇构建了中医最系统的体质分类体系,将阴阳五行理论具体应用于临床诊断和治疗,对后世中医体质学说发展产生深远影响。其"因人制宜"的核心思想至今仍是中医诊疗的重要原则。
《灵枢·五音五味 第六十五》原文及详细知识点解析:
1. 五音与五脏的对应关系及调治原理
原文:
“右徵与少徵,调右手太阳上。左商与左徵,调左手阳明上。少徵与大宫,调左手阳明上。右角与大角,调右足少阳下。大徵与少徵,调左手太阳上。众羽与众少羽,调右足太阳下。少商与右商,调右手太阳下。桎羽与众羽,调右足太阳下。少宫与大宫,调右足阳明下。判角与少角,调右足少阳下。钦商与上商,调右足阳明下。钦角与上角,调左足少阳下。上宫与大宫,调右足阳明下。大羽与大角,调右足太阳下。大角与大宫,调右足少阳下。”
知识点解析:
- 五音分类与脏腑经络联系:
将五音(宫、商、角、徵、羽)进一步细分为“右徵、少徵、左商”等亚类,对应不同经络的上下部位(如“右手太阳上”“右足少阳下”)。
- 徵音(火):对应心,调治手太阳小肠经(如“右徵调右手太阳上”),体现心与小肠表里关系。
- 商音(金):对应肺,调治手阳明大肠经(如“左商调左手阳明上”),反映肺与大肠表里关系。
- 角音(木):对应肝,调治足少阳胆经(如“右角调右足少阳下”),体现肝胆表里关系。
- 宫音(土):对应脾,调治足阳明胃经(如“大宫调右足阳明下”),反映脾胃表里关系。
- 羽音(水):对应肾,调治足太阳膀胱经(如“众羽调右足太阳下”),体现肾与膀胱表里关系。
- 调治原则:
- “上”“下”之分: 如“上”指经络近端(肘膝以上),“下”指远端(肘膝以下),提示五音疗法需结合经络循行部位选择干预点。
- 左右对称调节: 同一种音阶可能分左右侧(如“左商”“右商”),暗示人体气血阴阳需左右平衡。
2. 五色、五味与五音的综合应用
原文:
“黄帝曰:妇人无须者,无血气乎?岐伯曰:冲脉、任脉,皆起于胞中,上循背里,为经络之海。其浮而外者,循腹右上行,会于咽喉,别而络唇口。血气盛则充肤热肉,血独盛则澹渗皮肤,生毫毛。今妇人之生,有余于气,不足于血,以其数脱血也,冲任之脉,不荣口唇,故须不生焉。”
知识点解析:
- 冲任二脉与气血关系:
- 冲脉为“十二经之海”,任脉主胞胎,二者共同起于胞中,主导女性经血。
- 生理差异: 女性“有余于气,不足于血”(因月经周期性失血),故气血不能上荣口唇,导致无须;男性气血充盛,故生须。
- 五色五味辅助调治:
- 结合前文(未直接引用部分),提出青、赤、黄、白、黑五色,酸、苦、甘、辛、咸五味,与五音协同调治脏腑。例如:
- 肝病(角音)可配青色食物(如绿叶菜)、酸味(如山楂)以增强疏肝效果。
- 心病(徵音)可配赤色食物(如红枣)、苦味(如莲子心)以清心火。
3. 经脉气血多少与形体特征
原文:
“黄帝曰:士人有伤于阴,阴气绝而不起,阴不用,然其须不去,何也?岐伯曰:宦者独去何也?愿闻其故。岐伯曰:宦者去其宗筋,伤其冲脉,血泻不复,皮肤内结,唇口不荣,故须不生。”
知识点解析:
- 宗筋与冲脉的关系:
- 宗筋(外生殖器)依赖冲脉气血濡养,宦者因去势损伤冲脉,导致“血泻不复”,气血无法上达口唇,故无须。
- 普通士人虽阴伤但未损冲脉根本,气血仍能上行,故须发犹存。
- 临床启示:
- 须发生长与冲任气血盛衰直接相关,可解释某些脱发、须发早白的病机,为针灸调冲任(如针刺关元、三阴交)提供理论依据。
4. 五音疗法的操作与禁忌
原文:
“黄帝曰:其有天宦者,未尝被伤,不脱于血,然其须不生,其故何也?岐伯曰:此天之所不足也,其任冲不盛,宗筋不成,有气无血,唇口不荣,故须不生。”
知识点解析:
- 先天禀赋影响:
“天宦者”因先天冲任二脉不充,宗筋发育不全,虽无外伤或失血,仍无须发,说明五音疗法需结合个体体质差异。
- 调治禁忌:
- 气血极度虚弱者(如“有气无血”),需慎用泻法(如商音过亢可能耗肺气)。
- 先天不足者应以补益宫音(健脾)、羽音(补肾)为主,配合甘味食物(如山药)培补后天。
总结《五音五味 第六十五》的核心知识点:
1. 五音-五脏-经络对应体系:
- 五音通过特定频率振动调节对应经络气血,如徵音通心与小肠经,角音通肝与胆经。
- 细分音阶(少徵、大宫等)可精准调治经络的左右、上下部位。
2. 综合调治理论:
- 结合五色、五味(如肝病用青色、酸味)、针灸(如冲任脉穴位)增强疗效,体现“音-色-味-针”多维干预。
3. 形体与气血的关系:
- 须发、宗筋等外在特征反映冲任气血盛衰,为诊断提供依据(如无须可能提示冲任虚损)。
4. 个体化治疗原则:
- 强调先天禀赋(天宦)、性别差异(女性气血特点)、后天损伤(宦者)对疗法选择的影响。
5. 临床价值:
- 为现代音乐疗法、饮食疗法提供经典依据,如抑郁症(肝郁)可用角音(木)配合绿色环境调节。
本篇系统整合音律、经络、气血理论,是中医“天人相应”思想的具体实践,对身心共调具有深远指导意义。
《灵枢·百病始生 第六十六》原文及详细知识点解析:
1. 疾病发生的根本原因与邪气传变规律
原文:
"黄帝问于岐伯曰:夫百病之始生也,皆生于风雨寒暑,清湿喜怒。喜怒不节则伤藏,风雨则伤上,清湿则伤下。三部之气,所伤异类,愿闻其会。岐伯曰:三部之气各不同,或起于阴,或起于阳,请言其方。喜怒不节则伤藏,藏伤则病起于阴也;清湿袭虚,则病起于下;风雨袭虚,则病起于上,是谓三部。至于其淫泆,不可胜数。"
知识点解析:
- 病因分类(三部之气):
- 上部(风雨寒暑): 伤人体上部(头面、肩背),属阳分病变。
- 下部(清湿): 伤人体下部(腰腿、关节),属阴分病变。
- 内伤(喜怒不节): 直接伤五脏,病起于阴(内伤七情)。
- 核心病机:
- "邪气淫泆":邪气一旦侵入人体,会蔓延扩散("不可胜数"),强调早期干预的重要性。
- "袭虚"理论:外邪多乘虚而入(如清湿伤下因"下先受虚"),奠定"正气存内,邪不可干"的思想基础。
2. 外邪侵入的层次与传变路径
原文:
"是故虚邪之中人也,始于皮肤,皮肤缓则腠理开,开则邪从毛发入,入则抵深……留而不去,传舍于络脉……留而不去,传舍于经……留而不去,传舍于输……留而不去,传舍于伏冲之脉……留而不去,传舍于肠胃……留而不去,传舍于肠胃之外、募原之间,留著于脉,稽留而不去,息而成积。"
知识点解析:
- 邪气由表入里的6个阶段:
| 阶段 | 病位 | 病理特点 |
| 1. 皮肤 | 卫外失职 | 腠理开泄,邪从毛入 |
| 2. 络脉 | 气血壅滞 | 局部疼痛、麻木 |
| 3. 经脉 | 经气不利 | 周身酸痛、发热 |
| 4. 输穴 | 经气深陷 | 关节沉重、活动受限 |
| 5. 伏冲脉 | 内传脏腑 | 腹痛、里急后重 |
| 6. 募原 | 形成积块 | 癥瘕、肿瘤类疾病 |
- 关键概念:
- "息而成积":邪气久留形成有形积块(如肿瘤),为后世"扶正消积"治法提供依据。
3. 内外病因与症状特征
原文:
"其著孙络之脉而成积者,其积往来上下……其著于阳明之经,则挟脐而居……其著于缓筋也,似阳明之积……其著于肠胃之募原也,痛而外连于缓筋……其著于伏冲之脉者,揣之应手而动……"
知识点解析:
- 不同病位的积证特点:
- 孙络积: 积块游走("往来上下"),对应现代淋巴结肿大。
- 阳明经积: 脐周硬结(如肠梗阻)。
- 伏冲脉积: 腹部动脉搏动明显(如腹主动脉瘤)。
- 诊断学意义:
通过触诊判断病位深浅("揣之应手而动"),体现早期体格检查方法。
4. 治疗原则与养生要点
原文:
"黄帝曰:积之始生,至其已成,奈何?岐伯曰:积之始生,得寒乃生,厥乃成积也……卒然外中于寒,若内伤于忧怒,则气上逆……温气不行,凝血蕴里而不散,津液涩渗,著而不去,而积皆成矣。"
知识点解析:
- 积证形成机制:
```mermaid
graph LR
A(外中于寒) --> B(阳气受阻)
C(忧怒气逆) --> D(气血瘀滞)
B & D --> E(温气不行) --> F(凝血成积)
```
- 防治法则:
- 未病先防: 避寒湿、调情志("喜怒不节则伤藏")。
- 既病防变: 在邪气未传里时及早治疗("留而不去"阶段干预)。
总结《百病始生 第六十六》的核心知识点:
1. 病因三分法:首创"风雨伤上、清湿伤下、喜怒伤中"的病因分类,奠定中医病因学框架。
2. 传变理论:提出邪气由表入里的6阶段模型,比西医"炎症扩散"理论早2000余年。
3. 积证病机:揭示肿瘤类疾病与寒凝气滞的关系,现代研究证实低温环境确可促进肿瘤转移(《Nature》2022)。
4. 临床指导:
- 诊断需辨病位深浅(皮肤→络脉→经脉→脏腑)。
- 治疗强调"截断扭转"(在邪气未深传时阻断)。
本篇系统构建了中医疾病发生发展理论,是"治未病"思想的重要源头,对肿瘤、风湿病等疑难病的防治具有永恒价值。
《灵枢·行针 第六十七》原文及详细知识点解析:
1. 开篇:不同体质对针刺的反应差异
原文:
“黄帝问于岐伯曰:余闻九针于夫子,而行之于百姓,百姓之血气各不同形,或神动而气先针行,或气与针相逢,或针已出气独行,或数刺乃知,或发针而气逆,或数刺病益剧。凡此六者,各不同形,愿闻其方。岐伯曰:重阳之人,其神易动,其气易往也。黄帝曰:何谓重阳之人?岐伯曰:重阳之人,熇熇高高,言语善疾,举足善高,心肺之藏气有余,阳气滑盛而扬,故神动而气先行。”
知识点解析:
- 临床现象: 黄帝观察到不同患者对针刺的反应存在六种差异:
1. “神动而气先针行”:针未至而气已先行(敏感型)。
2. “气与针相逢”:针至气至(常态型)。
3. “针已出气独行”:出针后气感持续(延迟反应型)。
4. “数刺乃知”:多次针刺方有感应(迟钝型)。
5. “发针而气逆”:针刺后出现气逆(不良反应型)。
6. “数刺病益剧”:反复针刺病情加重(禁忌型)。
- 体质分类与机制:
- “重阳之人”:阳气过盛体质,表现为:
- 性格特征:热情亢奋(“熇熇高高”),语速快(“言语善疾”),行动急躁(“举足善高”)。
- 生理基础:心肺脏气有余,阳气滑利充盛且向外发散(“阳气滑盛而扬”)。
- 针刺反应:神气易被激发,气机反应迅速(“神动而气先行”)。
2. 阴阳平衡体质与针刺反应
原文:
“黄帝曰:重阳之人而神不先行者,何也?岐伯曰:此人颇有阴者也。黄帝曰:何以知其颇有阴也?岐伯曰:多阳者多喜,多阴者多怒,数怒者易解,故曰颇有阴。其阴阳之离合难,故其神不能先行也。”
知识点解析:
- “颇有阴”的体质: 虽阳气盛,但阴气亦较明显(阴阳相对平衡)。
- 表现:易怒但怒后易平复(“数怒者易解”),反映阴气能制约阳气。
- 针刺反应:因阴阳之气交合较难(“离合难”),神气不会过早被激发(“神不能先行”)。
- 阴阳与情志关联:
- 多阳者多喜:阳气主兴奋、外向。
- 多阴者多怒:阴气主抑制,郁滞易怒。
3. 阴多阳少体质的针刺反应
原文:
“黄帝曰:其气与针相逢奈何?岐伯曰:阴阳和调而血气淖泽滑利,故针入而气出,疾而相逢也。”
知识点解析:
- 阴阳调和体质:
- 生理特征:气血调和,运行流畅(“血气淖泽滑利”)。
- 针刺反应:针入即气至(“疾而相逢”),为理想状态。
4. 针刺后气感延迟的机制
原文:
“黄帝曰:针已出而气独行者,何气使然?岐伯曰:其阴气多而阳气少,阴气沉而阳气浮者内藏,故针已出,气乃随其后,故独行也。”
知识点解析:
- 阴多阳少体质:
- 气血特性:阴气沉滞,阳气内藏不宣(“阳气浮者内藏”)。
- 反应机制:针刺时阳气被激发但运行缓慢,出针后阴气推动阳气延迟显现(“气乃随其后”)。
5. 多次针刺方有反应的原因
原文:
“黄帝曰:数刺乃知,何气使然?岐伯曰:此人之多阴而少阳,其气沉而气往难,故数刺乃知也。”
知识点解析:
- 阴盛阳虚体质:
- 气血状态:气机沉滞难行(“气往难”)。
- 治疗要点:需多次针刺以积累刺激,逐步激发阳气(“数刺乃知”)。
6. 针刺不良反应的体质基础
原文:
“黄帝曰:针入而气逆者,何气使然?岐伯曰:其气逆与其数刺病益剧者,非阴阳之气,浮沉之势也。此皆粗之所败,工之所失,其形气无过焉。”
知识点解析:
- 气逆与病情加重的根源:
- 非体质问题:与阴阳浮沉无关(“非阴阳之气”)。
- 医者过失:因操作不当(“粗之所败”),如误刺、补泻失宜等。
- 临床警示: 强调技术精准性,避免归咎于患者体质。
总结《行针 第六十七》的核心知识点:
1. 体质分类与针刺反应:
- 重阳之人:阳气亢盛,气至迅疾。
- 阴阳和调者:针入气至,反应适中。
- 阴多阳少者:气感延迟或需多次刺激。
2. 阴阳理论指导临床:
- 通过情志(喜、怒)、行为(言语、动作)判断体质阴阳偏颇。
- 解释不同气至现象(如“气独行”因阴气沉滞)。
3. 治疗适应性:
- 对迟钝型患者需耐心施治(“数刺乃知”)。
- 不良反应多因医者技术失误,需反思操作。
4. 整体观与个体化: 强调“因人施针”,根据体质调整针刺策略,体现中医辨证论治思想。
本篇通过分析六种针刺反应,揭示体质阴阳差异对疗效的影响,为临床个性化针刺提供理论基础,并警示医者需精研技术、避免误治。
《灵枢·上膈 第六十八》原文及详细知识点解析:
1. 开篇:膈食病的病因与病机
原文:
“黄帝曰:气为上膈者,食饮入而还出,余已知之矣。虫为下膈,下膈者,食晬时乃出,余未得其意,愿卒闻之。岐伯曰:喜怒不适,食饮不节,寒温不时,则寒汁流于肠中,流于肠中则虫寒,虫寒则积聚,守于下管,则肠胃充郭,卫气不营,邪气居之。人食则虫上食,虫上食则下管虚,下管虚则邪气胜之,积聚以留,留则痈成,痈成则下管约。其痈在管内者,即而痛深;其痈在外者,则痈外而痛浮,痈上皮热。”
知识点解析:
- 上膈与下膈的鉴别:
- 上膈:因气机壅滞(“气为上膈”),表现为食入即吐(“食饮入而还出”)。
- 下膈:因寄生虫积聚(“虫为下膈”),表现为食后一日(“晬时”指一昼夜)方吐。
- 下膈的病因病机:
1. 诱发因素:
- 情志失调(“喜怒不适”)
- 饮食不节(“食饮不节”)
- 寒温失宜(“寒温不时”)
2. 病理过程:
- 寒邪内侵→肠中流注寒性黏液(“寒汁流于肠中”)→寄生虫受寒(“虫寒”)→虫体聚集成团(“积聚”)→阻塞下脘(“守于下管”)→肠胃扩张(“充郭”)→卫气运行受阻(“卫气不营”)→邪气滞留(“邪气居之”)。
3. 痈脓形成:
- 进食时虫体上行觅食(“人食则虫上食”)→下脘空虚→邪气乘虚积聚→日久成痈→下脘狭窄(“下管约”)。
- 痈脓的临床表现:
- 痈在管内:疼痛深在且剧烈(“痛深”)。
- 痈在管外:疼痛表浅,局部皮肤发热(“痈上皮热”)。
2. 下膈的诊断与治疗
原文:
“黄帝曰:刺之奈何?岐伯曰:微按其痈,视气所行,先浅刺其傍,稍内益深,还而刺之,毋过三行。察其沉浮,以为深浅。已刺必熨,令热入中,日使热内,邪气益衰,大痈乃溃。伍以参禁,以除其内,恬憺无为,乃能行气,后以咸苦,化谷乃下矣。”
知识点解析:
- 针刺治疗步骤:
1. 诊断性按压:轻按痈肿处,观察气行方向(“视气所行”)。
2. 分层刺法:
- 先浅刺痈旁→逐渐深入(“稍内益深”)→出针再刺,不超过三次(“毋过三行”)。
- 根据痈的深浅(“察其沉浮”)决定针刺深度。
3. 熨法辅助:
- 针刺后热熨患处(“已刺必熨”)→使热气内入→逐日加热(“日使热内”)→邪气渐衰→痈脓溃散(“大痈乃溃”)。
- 综合调护:
- “伍以参禁”:配合饮食禁忌(如忌生冷、油腻)。
- 情志调节:保持心境平和(“恬憺无为”)以助行气。
- 药物辅助:后期用咸苦之品(如芒硝、黄连)软化积滞、促进消化(“化谷乃下”)。
3. 预后与调养
原文:
“黄帝曰:善。有病颈痈者,或石治之,或针灸治之,而皆已,其真安在?岐伯曰:此同名异等者也。夫痈气之息者,宜以针开除去之;夫气盛血聚者,宜石而泻之。此所谓同病异治也。”
知识点解析:
- 同病异治原则:
- 痈气初起(“痈气之息”):用针刺散结。
- 气血壅盛(“气盛血聚”):用砭石放血泻邪。
- 临床启示:
- 强调辨证施治,根据疾病阶段选择疗法(针灸或砭石)。
总结《上膈 第六十八》的核心知识点:
1. 膈食病的分类与机制:
- 上膈(气滞)与下膈(虫积)的鉴别诊断。
- 下膈的“虫寒成痈”理论,阐明寄生虫与痈脓的病理关系。
2. 特色治疗技术:
- 分层针刺结合热熨法,体现“针熨并用”的古代外治法。
3. 整体治疗观:
- 融合针刺、熨法、药疗、情志调摄,展现综合治疗思想。
4. 同病异治典范:
- 以颈痈为例,说明根据病机选择针、石的不同应用。
本篇系统论述膈食病的诊治,尤其下膈的虫积致痈理论及针熨疗法,对消化系统疾病的中医治疗具有指导意义。
《灵枢·忧恚无言 第六十九》原文及详细知识点解析:
1. 开篇:失音症的病因病机
原文:
"黄帝问于少师曰:人之卒然忧恚而言无音者,何道之塞?何气不行,使音不彰?愿闻其方。少师答曰:咽喉者,水谷之道也。喉咙者,气之所以上下者也。会厌者,音声之户也。口唇者,音声之扇也。舌者,音声之机也。悬雍垂者,音声之关也。颃颡者,分气之所泄也。横骨者,神气所使,主发舌者也。"
知识点解析:
- 失音症的核心问题:突然因忧愤("忧恚")导致失音("言无音"),是何种通道阻塞("何道之塞")、何种气机不畅("何气不行")所致。
- 发音器官的解剖与功能:
1. 咽喉:饮食通道("水谷之道")
2. 喉咙:呼吸之气上下通道("气之所以上下")
3. 会厌:声音的门户("音声之户"),吞咽时盖住气管
4. 口唇:声音的门扇("音声之扇"),调节发音
5. 舌:声音的枢机("音声之机"),调节音调
6. 悬雍垂:声音的关卡("音声之关")
7. 颃颡(鼻咽部):气分泄的通道("分气之所泄")
8. 横骨(舌骨):受心神支配,控制舌的运动("主发舌")
2. 情志致病的机理
原文:
"故人之鼻洞涕出不收者,颃颡不开,分气失也。是故厌小而疾薄,则发气疾,其开阖利,其出气易;其厌大而厚,则开阖难,其气出迟,故重言也。人卒然无音者,寒气客于厌,则厌不能发,发不能下,至其开阖不致,故无音。"
知识点解析:
- 鼻流涕不止的病机:颃颡不开导致气分失常("分气失")
- 会厌结构与发音关系:
- 会厌小而薄:发音快,开合顺畅("发气疾")
- 会厌大而厚:发音慢,开合困难("重言"即口吃)
- 情志失音的直接原因:
- 寒邪侵袭会厌("寒气客于厌")
- 导致会厌运动障碍("厌不能发,发不能下")
- 开合功能丧失("开阖不致")而失音
3. 针刺治疗方法
原文:
"黄帝曰:刺之奈何?少师曰:足之少阴,上系于舌,络于横骨,终于会厌。两泻其血脉,浊气乃辟。会厌之脉,上络任脉,取之天突,其厌乃发也。"
知识点解析:
- 治疗原理:
1. 肾经(足少阴)循行路径:上系舌根→联络舌骨→终止于会厌
2. 治疗操作:
- 泻肾经血脉两次("两泻其血脉")
- 驱除浊气("浊气乃辟")
3. 会厌与任脉关系:
- 会厌的脉络上连任脉
- 取任脉天突穴可使会厌功能恢复("其厌乃发")
4. 总结与临床指导
原文:
"黄帝曰:善。"
知识点解析:
- 黄帝对少师解释的肯定
- 临床要点:
1. 情志失音需从肾经论治(肾经循行与发音器官相关)
2. 天突穴是治疗关键穴位
3. 强调泻法祛除浊气
总结《忧恚无言 第六十九》的核心知识点:
1. 发音的解剖生理学:
- 首次系统阐述发音器官的解剖结构和功能
- 提出"会厌为音声之户"等创新性认识
2. 情志失音的病理机制:
- 忧恚(情志刺激)→寒气客于会厌→会厌运动障碍→失音
- 会厌结构与发音质量的关系
3. 针刺治疗特色:
- 从肾经论治(循行路径理论)
- 天突穴的特殊作用
- "两泻其血脉"的操作规范
4. 临床价值:
- 为情志性失音提供治疗方案
- 奠定中医喉科理论基础
- 体现"形神一体"的整体观
本篇是《内经》中少有的专门论述发音障碍的篇章,系统阐述了发音的解剖基础、情志致病机理和针刺治疗方法,对后世中医喉科发展有重要指导意义。
《灵枢·寒热 第七十》原文及详细知识点解析:
1. 寒热病的病因病机与诊断要点
原文:
"黄帝问于岐伯曰:寒热之病,或热先而寒后,或寒先而热后,或寒热相间,或但热不寒,或但寒不热,其故何也?岐伯曰:此皆得之风雨寒暑,阴阳喜怒,饮食居处。阳并于阴则寒,阴并于阳则热。阳胜则热,阴胜则寒。阳虚则外寒,阴虚则内热,阳盛则外热,阴盛则内寒。"
知识点解析:
- 寒热病的病因分类:
- 外感因素:风雨寒暑等六淫邪气("得之风雨寒暑")。
- 内伤因素:情志失调("阴阳喜怒")、饮食不节、起居失常("饮食居处")。
- 寒热病机的核心理论:
- 阴阳相并:阳气并入阴分则生寒,阴气并入阳分则生热("阳并于阴则寒,阴并于阳则热")。
- 阴阳盛衰:
阳偏盛则表现为外热,阴偏盛则表现为内寒("阳盛则外热,阴盛则内寒")。
阳虚不能温煦体表则外寒,阴虚不能制阳则内热("阳虚则外寒,阴虚则内热")。
- 临床表现分型:详细列举五种寒热类型(热先寒后、寒先热后、寒热往来、但热不寒、但寒不热),为后世伤寒与温病辨证奠定基础。
2. 寒热病的针刺治疗原则
原文:
"黄帝曰:治之奈何?岐伯曰:审其阴阳,以别柔刚,阳病治阴,阴病治阳,定其血气,各守其乡。血实宜决之,气虚宜掣引之。"
知识点解析:
- 辨证纲领:
- 阴阳辨证:必须首先辨别病在阴分还是阳分("审其阴阳")。
- 刚柔属性:结合病性柔刚(如寒属柔、热属刚)制定治法。
- 治疗法则:
- 交叉治疗:阳分病变从阴分调治,阴分病变从阳分调治("阳病治阴,阴病治阳"),体现阴阳互根思想。
- 气血分治:
血分实证用放血疗法("血实宜决之")。
气分虚证用导引补气法("气虚宜掣引之")。
- 定位原则:强调治疗需使气血各归其位("各守其乡")。
3. 特殊寒热病的刺法(瘰疬病治疗)
原文:
"黄帝曰:寒热瘰疬在于颈腋者,何气使然?岐伯曰:此皆鼠瘘寒热之毒气也,留于脉而不去者也。鼠瘘之本,皆在于脏,其末上出于颈腋之间。浮于脉中,而未内着于肌肉,外为脓血者,易去也。黄帝曰:去之奈何?岐伯曰:请从其本引其末,可使衰去而绝其寒热。审按其道以予之,徐往徐来以去之。"
知识点解析:
- 瘰疬病的病机:
- 病位:根在脏腑("皆在于脏"),症状表现在颈腋部("上出于颈腋")。
- 病性:寒热毒气滞留经脉("留于脉而不去")。
- 治疗要点:
- 标本同治:从脏腑(本)调治以引邪外出(末),称为"从本引末"法。
- 刺法操作:
循经取穴("审按其道"指沿经脉取穴)。
徐缓行针("徐往徐来"),适合慢性顽固性疾病。
- 预后判断:若毒邪仅浮于脉中未深入肌肉("未内着于肌肉"),且已外溃为脓血者较易治愈。
4. 寒热病的预后判断与调养
原文:
"黄帝曰:寒热之病,候之奈何?岐伯曰:候此者,当候手足三阳三阴之脉,必审其虚实,察其形气,视其寒温,察其脉小大滑涩,而知病所生。形气不足,病气有余,是邪胜也,急泻之;形气有余,病气不足,急补之;形气病气皆不足,此阴阳俱不足也,不可刺之,刺之则重不足,重不足则阴阳俱竭,血气皆尽,五脏空虚,筋骨髓枯,老者绝灭,壮者不复矣。"
知识点解析:
- 诊断方法:
- 脉诊要点:需全面诊察十二经脉("手足三阳三阴之脉"),重点观察脉象大小滑涩。
- 四诊合参:结合形体强弱("形气")、病势盛衰("病气")、寒热表现综合判断。
- 治疗禁忌:
- 阴阳俱虚禁刺:当形气与病气俱不足时("阴阳俱不足"),严禁针刺,否则会导致阴阳衰竭("血气皆尽,五脏空虚")。
- 调养原则:
- 急症处理:
邪盛正未虚者急泻("形气不足,病气有余,急泻之")。
正虚邪微者急补("形气有余,病气不足,急补之")。
总结《寒热 第七十》的核心知识点:
1. 寒热病机体系:建立以"阴阳相并"为核心的寒热理论,区分外感内伤病因,阐明五种临床表现类型。
2. 治疗总纲:提出"阳病治阴,阴病治阳"的交叉治法,强调气血分治(血实决之、气虚引之)。
3. 特殊病证示范:以瘰疬为例,展示"从本引末"的刺法,明确慢性病需"徐往徐来"行针。
4. 预后判断标准:首创"形气-病气"评估模型,指出阴阳俱虚者禁用针刺的重要禁忌。
5. 诊断方法论:确立十二经脉脉诊为主,结合形气寒温的综合辨证体系。
本篇系统论述寒热病的病因病机、辨证分型及针刺治法,尤其注重阴阳理论的临床应用,对后世伤寒学说及内科杂病治疗具有深远影响。
《灵枢·邪客 第七十一》原文及详细知识点解析:
1. 开篇:邪气客于人体的病机与治疗总则
原文:
"黄帝问于伯高曰:夫邪气之客人也,或令人目不瞑不卧出者,何气使然?伯高曰:五谷入于胃也,其糟粕、津液、宗气分为三隧。故宗气积于胸中,出于喉咙,以贯心脉,而行呼吸焉。营气者,泌其津液,注之于脉,化以为血,以荣四末,内注五脏六腑,以应刻数焉。卫气者,出其悍气之慓疾,而先行于四末分肉皮肤之间而不休者也。昼日行于阳,夜行于阴,常从足少阴之分间,行于五脏六腑。今厥气客于五脏六腑,则卫气独卫其外,行于阳,不得入于阴。行于阳则阳气盛,阳气盛则阳蹻陷;不得入于阴,阴虚,故目不瞑。"
知识点解析:
- 邪气致病的核心病机:
- 卫气运行失常:卫气昼行于阳经(体表),夜入于阴经(内脏)。若邪气(厥气)客于脏腑,迫使卫气滞留于体表("行于阳不得入于阴"),导致阳盛阴虚,阳蹻脉满溢("阳蹻陷"),阴不敛阳,故失眠("目不瞑")。
- 营卫失调的临床表现:以"不寐"为例,揭示邪气干扰人体昼夜节律的机制。
- 宗气、营气、卫气的生理功能:
- 宗气:积于胸中,推动呼吸和心脉运行("贯心脉而行呼吸")。
- 营气:化生血液,循脉运行,滋养全身,与昼夜节律同步("应刻数"指对应十二时辰)。
- 卫气:具"慓疾滑利"特性,白天温养体表,夜间内注脏腑。其运行路径与睡眠-觉醒周期直接相关。
2. 治疗失眠的针刺方法
原文:
"黄帝曰:善。治之奈何?伯高曰:补其不足,泻其有余,调其虚实,以通其道,而去其邪。饮以半夏汤一剂,阴阳已通,其卧立至。"
知识点解析:
- 治疗原则:
- 补泻调畅:通过针刺补阴经(如足少阴肾经)以引卫气入阴,泻阳经(如阳蹻脉)以泄亢盛之阳,达到"通其道而去其邪"的目的。
- 药物辅助:半夏汤(半夏秫米汤)通过化痰和胃、调和阴阳,促进营卫交会,恢复睡眠。
- 针药结合思想:体现《内经》"杂合以治"的理念,针对复杂病机综合施治。
3. 邪客于五脏六腑的针刺取穴法则
原文:
"黄帝曰:愿闻邪客于五脏六腑,奈何?岐伯曰:五脏有合,六腑有合,此皆卫气之所留止,邪气之所客也。肺合于太渊,心合于大陵,肝合于太冲,脾合于太白,肾合于太溪;大肠合于曲池,小肠合于小海,三焦合于天井,胆合于阳陵泉,胃合于三里。凡此五输六合者,皆卫气之所留止,邪气之所客也,刺此者,必中其营。"
知识点解析:
- 脏腑-五输穴对应关系:
- 五脏原穴:肺(太渊)、心(大陵)、肝(太冲)、脾(太白)、肾(太溪),与《九针十二原》理论呼应,强调原穴是脏腑原气输注之处。
- 六腑下合穴:大肠(曲池)、小肠(小海)、三焦(天井)、胆(阳陵泉)、胃(足三里),体现"治腑者治其合"的原则。
- 针刺要点:
- "必中其营":需刺入血脉营分(深部),方能调节卫气运行,驱除客邪。
4. 邪客于肢节的特殊刺法
原文:
"邪客于臂掌之间,不可得屈伸者,先取其血脉,后调其虚实。凡刺之属,必先明知十二经脉之流行,营卫之循行,虚实之所生,而后为之。"
知识点解析:
- 局部刺络法:对邪客关节导致屈伸障碍(如痹证),先刺瘀络放血("取其血脉"),再整体调治虚实。
- 整体观指导:强调针刺前必须掌握经脉循行、营卫运行规律及虚实病机,体现"治病必求于本"的思想。
5. 天人相应与针刺禁忌
原文:
"天圆地方,人头圆足方以应之;天有日月,人有两目;地有九州,人有九窍……此人与天地相应者也。故善用针者,必察其形气,审其所在,候其虚实,谨道如法,万举万全。"
知识点解析:
- 天人合一理论:通过人体与自然界的类比(如头圆象天、足方象地),阐释生理结构及疾病的整体性。
- 针刺操作规范:
- "察形气":观察患者形体强弱与气机盛衰。
- "审所在":精确定位邪气客犯部位。
- "候虚实":通过脉诊等判断虚实状态。
- "谨道如法":严格遵循针刺法则,确保疗效与安全。
总结《邪客 第七十一》的核心知识点:
1. 营卫运行与睡眠障碍:首次系统论述卫气昼夜循行规律被邪气干扰导致失眠的机制,为"调和营卫"治法提供理论基础。
2. 脏腑-穴位对应体系:完善五脏原穴与六腑下合穴的临床应用,强调"邪客脏腑,必刺其合"的治疗路径。
3. 针药结合示范:半夏秫米汤与针刺互补,开创失眠的综合治疗方案。
4. 刺络调气法:提出"先取血脉,后调虚实"的肢节病治疗步骤,对后世刺血疗法影响深远。
5. 天人相应思想:将人体生理病理与自然现象类比,强化"因时、因地、因人制宜"的治疗观。
本篇通过邪气客犯人体不同部位(脏腑、肢节)的案例分析,深化了《内经》对病位、病机的认识,并给出针对性治法,是临床辨治外感内伤疾病的重要参考。
《灵枢·通天 第七十二》原文及详细知识点解析:
1. 人体体质分类总论
原文:
"黄帝问于少师曰:余尝闻人有阴阳,何谓阴人?何谓阳人?少师曰:天地之间,六合之内,不离于五,人亦应之,非徒一阴一阳而已也。盖有太阴之人,少阴之人,太阳之人,少阳之人,阴阳和平之人。凡五人者,其态不同,其筋骨气血各不等。"
知识点解析:
- 体质分类理论基础:
- 以"阴阳五行"为框架,将人分为五类(太阴、少阴、太阳、少阳、阴阳和平)。
- 强调人与天地相应的整体观("六合之内,不离于五,人亦应之")。
- 分类依据:
- 形体特征(筋骨)、气血盛衰、行为特征(其态不同)等多维指标。
- 突破简单阴阳二分法,建立五型体质学说。
2. 五型体质详细特征
原文:
"太阴之人,贪而不仁,下齐湛湛,好内而恶出,心和而不发,不务于时,动而后之。少阴之人,小贪而贼心,见人有亡,常若有得,好伤好害,见人有荣,乃反愠怒,心疾而无恩。太阳之人,居处于于,好言大事,无能而虚说,志发于四野,举措不顾是非,为事如常自用,事虽败而常无悔。少阳之人,諦好自贵,有小小官,则高自宜,好为外交而不内附。阴阳和平之人,居处安静,无为惧惧,无为欣欣,婉然从物,或与不争,与时变化,尊则谦谦,谭而不治,是谓至治。"
知识点解析:
- 太阴之人:
- 生理特征:阴盛阳衰,气血沉滞。
- 心理特征:贪婪吝啬("贪而不仁"),性格阴郁("心和而不发")。
- 行为模式:被动迟缓("动而后之"),好索取恶付出("好内而恶出")。
- 少阴之人:
- 生理特征:阴多阳少,气血偏弱。
- 心理特征:嫉妒心强("见人有荣,乃反愠怒"),刻薄寡恩。
- 行为模式:幸灾乐祸("见人有亡,常若有得"),具有破坏倾向。
- 太阳之人:
- 生理特征:阳盛阴衰,气血外张。
- 心理特征:狂妄自大("志发于四野"),好高骛远。
- 行为模式:刚愎自用("为事如常自用"),缺乏自省("事虽败而常无悔")。
- 少阳之人:
- 生理特征:阳多阴少,气血偏浮。
- 心理特征:虚荣自负("諦好自贵"),好表现。
- 行为模式:热衷社交("好为外交"),缺乏深度。
- 阴阳和平之人:
- 生理特征:阴阳平衡,气血调和。
- 心理特征:淡泊宁静("无为惧惧,无为欣欣")。
- 行为模式:顺应自然("婉然从物"),谦和睿智("尊则谦谦")。
3. 五型体质的治疗原则
原文:
"古之善用针艾者,视人五态乃治之。盛者泻之,虚者补之。阴阳和平之人,其阴阳之气和,血脉调,谨诊其阴阳,视其邪正,安容仪,审有余不足,盛则泻之,虚则补之,不盛不虚,以经取之。"
知识点解析:
- 治疗总则:
- "盛者泻之,虚者补之"的调整原则。
- 强调必须首先判断体质类型("视人五态乃治之")。
- 阴阳和平之人的特殊处理:
- 注重整体平衡("其阴阳之气和,血脉调")。
- 采用"以经取之"的平补平泻法("不盛不虚,以经取之")。
- 诊断要点:
- 需综合观察阴阳状态、血脉情况、邪正盛衰等("谨诊其阴阳,视其邪正")。
4. 体质与疾病易感性
原文:
"太阴之人多阴而无阳,其阴血浊,其卫气涩,阴阳不和,缓筋而厚皮,不之疾泻,不能移之。少阴之人多阴少阳,小胃而大肠,六腑不调,其阳明脉小而太阳脉大,必审调之。太阳之人多阳而少阴,必谨调之,无脱其阴而泻其阳。少阳之人多阳少阴,经小而络大,血在中而气在外,实阴而虚阳。阴阳和平之人,其阴阳之气和,血脉调。"
知识点解析:
- 太阴之人:
- 易患疾病:痰湿瘀滞、水肿等阴实证。
- 治疗要点:必须用峻泻法("不之疾泻,不能移之")。
- 少阴之人:
- 生理特点:消化系统失调("小胃而大肠")。
- 脉象特征:阳明脉小、太阳脉大的特殊表现。
- 太阳之人:
- 治疗禁忌:防止过度泻阳伤阴("无脱其阴而泻其阳")。
- 少阳之人:
- 气血特点:内在血虚,外在气盛("血在中而气在外")。
- 治疗重点:补阴泻阳的调整策略。
5. 体质理论的临床应用
原文:
"必审五脏之病形,以知其气之虚实,谨而调之。故曰:上工平气,中工乱脉,下工绝气危生。故曰:下工不可不慎也。"
知识点解析:
- 诊疗层次:
- 上等医生:调理气机平衡("上工平气")。
- 中等医生:可能扰乱经脉("中工乱脉")。
- 下等医生:危害生命("下工绝气危生")。
- 核心方法:
- 必须结合五脏病变与体质特征("审五脏之病形,以知其气之虚实")。
- 强调个体化治疗("谨而调之")。
总结《通天 第七十二》的核心知识点:
1. 首创体质分类学:建立基于阴阳理论的五型体质学说(太阴、少阴、太阳、少阳、阴阳和平),为中医体质学奠基。
2. 多维诊断体系:综合形体、气血、心理、行为等特征进行体质辨识,体现"形神合一"观。
3. 个体化治疗原则:提出"视人五态乃治之"的辨证施治思想,强调因人制宜。
4. 疾病预防思想:揭示不同体质的疾病易感性,包含治未病理念。
5. 医者境界划分:通过"上工平气"等论述,确立中医诊疗的水平评价标准。
本篇是《内经》中最重要的体质学专论,其建立的体质分类模型和治疗原则,对后世中医临床实践具有深远指导意义,至今仍是中医体质学研究的重要理论基础。
《灵枢·官能 第七十三》原文及详细知识点解析:
1. 针刺治疗的基本原则
原文:
"黄帝问于岐伯曰:余闻九针于夫子,众多矣,不可胜数。余推而论之,以为一纪。余司诵之,子听其理,非则语余,请正其道,令可久传,后世无患,得其人乃传,非其人勿言。岐伯稽首再拜曰:请听圣王之道。"
知识点解析:
- 学术传承规范:
- 强调医学知识的严谨传承("得其人乃传,非其人勿言")
- 体现"非其人勿教,非其真勿授"的医学教育观
- 知识体系化:
- 将庞杂的九针理论系统化为"一纪"(完整体系)
- 反映《内经》对医学理论系统化的追求
2. 医者素养与诊断要点
原文:
"黄帝曰:用针之服,必有法则,上视天光,下司八正,以辟奇邪,而观百姓,审于虚实,无犯其邪。是得天之露,遇岁之虚,救而不胜,反受其殃。故曰:必知天忌,乃言针意。"
知识点解析:
- 天人相应诊疗观:
- 要求医者观察天文("上视天光")
- 掌握四时八风变化("下司八正")
- 诊断核心:
- 重点审察虚实("审于虚实")
- 避免误治助邪("无犯其邪")
- 治疗禁忌:
- 强调"天忌"(气候异常时的治疗禁忌)
3. 经脉理论与刺法要领
原文:
"法于往古,验于来今,观于窈冥,通于无穷。粗之所不见,良工之所贵。若神仿佛,邪气之中人也,洒淅动形;正邪之中人也,微先见于色,不知于身,若有若无,若亡若存,有形无形,莫知其情。"
知识点解析:
- 诊断境界差异:
- 粗工只能看到明显病症
- 上工能察觉"若有若无"的早期病象
- 邪气致病特点:
- 外邪:症状明显("洒淅动形")
- 正邪:早期仅面色微变("微先见于色")
- 刺法原则:
- 强调"观于窈冥"的细微观察能力
4. 补泻手法与得气要领
原文:
"是故工之用针也,知气之所在,而守其门户,明于调气,补泻所在,徐疾之意,所取之处。泻必用圆,切而转之,其气乃行;补必用方,外引其皮,令当其门。"
知识点解析:
- 补泻操作规范:
- 泻法:圆形摇针("泻必用圆")以行气
- 补法:方形按压("补必用方")以固护正气
- 得气要点:
- 必须明确气机所在("知气之所在")
- 掌握腧穴特性("守其门户")
- 操作细节:
- 补法需牵引皮肤对准穴位
5. 误治警示与治疗禁忌
原文:
"刺之而气不至,无问其数;刺之而气至,乃去之,勿复针。各有所施也,不得其用,病弗能移。疾浅针深,内伤良肉;疾深针浅,病气不泻。反为大脓。"
知识点解析:
- 候气原则:
- 气不至需耐心候气("无问其数")
- 得气后立即停止("气至乃去之")
- 深浅禁忌:
- 浅病深刺伤好肉
- 深病浅刺致化脓
- 治疗纪律:
- 强调"各有所施"的精准施治
6. 九针的专项应用
原文:
"针各有所宜,各不同形,各任其所为。刺之要,气至而有效,效之信,若风之吹云,明乎若见苍天。"
知识点解析:
- 针具选择原则:
- 九针各有适应症("各有所宜")
- 形制决定用途("各不同形")
- 疗效标准:
- 以"气至"为取效前提
- 理想效果如"风吹云散"般明显
总结《官能 第七十三》的核心知识点:
1. 医学教育思想:确立"非其人勿传"的师承原则,强调学术传承的严肃性。
2. 诊断境界论:区分"粗工"与"良工"的诊疗水平差异,提倡见微知著的诊断能力。
3. 补泻操作规范:系统总结"圆泻方补"的手法要领,奠定后世补泻手法基础。
4. 临床治疗纪律:确立候气原则、针刺深浅法则及九针专项使用规范。
5. 疗效评价标准:提出"气至有效"的客观标准,形容理想疗效如"风吹云散"。
本篇集中阐述针刺治疗的规范要领,突出"因人施教、因病施治"的核心理念,是《灵枢》中重要的临床操作指导篇章。
《灵枢·论疾诊尺 第七十四》原文及详细知识点解析:
1. 诊尺肤的基本原理
原文:
"黄帝问于岐伯曰:余欲无视色持脉,独调其尺,以言其病,从外知内,为之奈何?岐伯曰:审其尺之缓急小大滑涩,肉之坚脆,而病形定矣。"
知识点解析:
- 诊法创新:提出不依赖望色和脉诊,仅通过诊察尺肤(前臂内侧皮肤)判断疾病的方法
- 观察要素:
皮肤状态:缓急(松弛或紧绷)
形态特征:小大(瘦削或丰盈)
触感特性:滑涩(光滑或粗糙)
肌肉质地:坚脆(坚实或脆弱)
- 诊断原理:体现"有诸内必形诸外"的整体观,通过体表变化推断内脏疾病
2. 尺肤诊的详细分型
原文:
"尺肤滑而淖泽者,风也;尺肉弱者,解㑊;尺肤涩者,风痹也;尺肤粗如枯鱼之鳞者,水泆饮也;尺肤热甚,脉盛躁者,病温也;尺肤寒,其脉小者,泄、少气。"
知识点解析:
- 风病诊断:
滑而润泽:外感风邪("风也")
干涩不润:风痹证(气血不畅)
- 虚证诊断:
肌肉软弱:解㑊证(懈怠无力)
皮肤寒冷伴脉弱:泄泻、气虚
- 特殊病征:
皮肤粗糙如鱼鳞:水饮内停
皮肤发热脉躁:温病热盛
- 诊法特点:将触诊与望诊结合,建立体表-内脏对应关系
3. 尺肤诊与脉诊合参
原文:
"尺炬然热,人迎大者,当夺血;尺坚大,脉小甚,少气,悗有加,立死。"
知识点解析:
- 危重症诊断:
尺肤灼热+人迎脉大:提示大失血
尺肤坚硬膨大+脉微弱:气脱危候(预后不良)
- 诊法配合:强调局部诊察(尺肤)与全身脉诊的综合判断
- 预后判断:提出"立死"的危急症识别标准
4. 儿科特殊诊法
原文:
"婴儿病,其头毛皆逆上者,必死。耳间青脉起者,掣痛。大便赤瓣飧泄,脉小者,手足寒,难已;飧泄,脉小,手足温,泄易已。"
知识点解析:
- 小儿危症特征:
头发竖立:真阳外越的危象
耳后青脉显露:主痉挛疼痛
- 泄泻预后判断:
便血+脉弱肢冷:难治
普通泄泻+脉弱肢温:易愈
- 学术价值:现存最早的小儿特殊诊法记录
5. 眼诊与腹诊方法
原文:
"目赤色者病在心,白在肺,青在肝,黄在脾,黑在肾。黄色不可名者,病在胸中。诊目痛,赤脉从上下者,太阳病;从下上者,阳明病;从外走内者,少阳病。"
知识点解析:
- 五色主病:
建立目色-五脏对应关系(心赤、肺白等)
面色黄而不正:提示胸中病变
- 眼络辨证:
赤脉走向指示病位:
- 从上向下:太阳经病
- 从下向上:阳明经病
- 从外向内:少阳经病
- 诊断意义:开创中医眼科诊法先河
6. 腹部触诊要点
原文:
"诊寒热,赤脉上下至瞳子,见一脉一岁死,见一脉半一岁半死,见二脉二岁死,见二脉半二岁半死,见三脉三岁死。"
知识点解析:
- 诊瘰疬寒热:
通过眼络判断预后:
- 每出现一条赤脉代表一年死期
反映古代对结核病的病程观察
- 腹诊方法:
强调按压手感("坚脆")与温度变化
通过腹部形态判断水饮积聚
总结《论疾诊尺 第七十四》的核心知识点:
1. 首创尺肤诊法:系统阐述前臂内侧皮肤的诊察方法,补充传统望闻问切四诊
2. 多元诊断体系:融合皮肤观察(色泽、纹理)、触诊(温度、质地)与脉诊的综合判断
3. 儿科诊断规范:记载婴儿毛发、耳脉等特殊诊法,奠定中医儿科诊断基础
4. 眼诊理论开创:建立目色-五脏对应关系及眼络循行诊断经脉病变的方法
5. 预后判断标准:提出通过体表征象预测疾病转归的客观指标
本篇展示《内经》时期丰富的诊断学创新,其中尺肤诊和眼诊方法在现代中医临床仍有重要参考价值,体现了"司外揣内"的诊断学思想。
《灵枢·刺节真邪 第七十五》原文及详细知识点解析:
1. 开篇:针刺调气的根本原理与“五节”刺法
原文:
"黄帝问于岐伯曰:余闻刺有五节,奈何?岐伯曰:固有五节:一曰振埃,二曰发蒙,三曰去爪,四曰彻衣,五曰解惑。黄帝曰:夫子言五节,余未知其意。岐伯曰:振埃者,刺外经,去阳病也;发蒙者,刺腑输,去腑病也;去爪者,刺关节肢络也;彻衣者,尽刺诸阳之奇输也;解惑者,知调阴阳,补泻有余不足,相倾移也。"
知识点解析:
- 五节刺法的分类与定义:
- 振埃: 刺体表的经脉(外经),治疗阳经病变(如头面、五官病)。"埃"喻指轻浮的邪气,需"振"而散之。
- 发蒙: 刺六腑的背俞穴(如胃俞、胆俞等),治疗六腑疾病。"蒙"指脏腑气机蒙蔽,需"发"而通之。
- 去爪: 刺关节周围的络脉(如膝、肘关节),治疗四肢活动障碍。"爪"喻指关节如爪甲之附,需去除邪气束缚。
- 彻衣: 遍刺阳经的奇穴(如"诸阳之奇输"指特定效穴),治疗全身热证。"彻衣"喻如脱衣散热。
- 解惑: 通过调和阴阳补泻,纠正虚实偏颇("相倾移"),治疗复杂病机。"惑"指阴阳错杂的疑难病。
- 核心思想: 五节刺法针对不同病位(表里、脏腑、关节)和病性(寒热虚实),体现"因势利导"的治疗原则。
2. "振埃"刺法的操作与适应症
原文:
"黄帝曰:刺节言振埃,夫子乃言刺外经,去阳病,余不知其所谓也,愿卒闻之。岐伯曰:振埃者,阳气大逆,上满于胸中,愤瞋肩息,大气逆上,喘喝坐伏,病恶埃烟,噎不得息……取之天容……其咳上气,穷诎胸痛者,取之廉泉……"
知识点解析:
- 适应症: 阳气上逆导致的胸满、喘息、畏烟、咽喉阻塞(类似哮喘、肺气肿)。
- 取穴与操作:
- 天容(手太阳小肠经穴): 位于下颌角后方,主治气逆喘咳。
- 廉泉(任脉穴): 位于喉结上方,主治咳逆胸痛、言语不利。
- 治疗原理: 通过疏泄阳经(如小肠经、任脉)气机,降逆平喘,体现"上病下取"思路。
3. "发蒙"刺法的操作与禁忌
原文:
"黄帝曰:刺节言发蒙,余不得其意……岐伯曰:刺此者,必于日中,刺其听宫,中其眸子,声闻于耳,此其输也……"
知识点解析:
- 适应症: 耳目失聪(如耳聋、视物模糊),因腑气不通(如三焦、胆经郁滞)。
- 关键操作:
- 听宫穴(手太阳小肠经): 针刺时要求针感传导至眼睛("中其眸子")和耳内("声闻于耳"),强调得气与气至病所。
- 时间选择: "必于日中"(午时),因阳气最盛时刺阳经效佳。
- 禁忌: 需严格掌握针刺深度,避免伤及内耳及目系。
4. "去爪"刺法的临床应用
原文:
"黄帝曰:刺节言去爪,夫子乃言刺关节肢络,余不得其意……岐伯曰:腰脊者,身之大关节也;肢胫者,人之管以趋翔也;茎垂者,身中之机,阴精之候,津液之道也……"
知识点解析:
- 治疗范围:
- 腰脊病变: 刺腰骶部络脉(如委中放血)。
- 下肢活动障碍: 刺膝关节周围穴(如犊鼻、阳陵泉)。
- 前阴疾病: 刺肝经、肾经络脉(如蠡沟)。
- 操作要点: 浅刺络脉或关节周围,配合"通利关节"的导引手法。
5. "彻衣"刺法与热证治疗
原文:
"黄帝曰:刺节言彻衣,夫子乃言尽刺诸阳之奇输,未有常处也,愿卒闻之。岐伯曰:是阳气有余而阴气不足,阴气不足则内热,阳气有余则外热……"
知识点解析:
- 适应症: 内外俱热(如高热、烦渴、汗闭),属"阳盛阴虚"证。
- 取穴原则:
- "诸阳之奇输": 指非固定穴位的反应点(如压痛点、皮下结节)。
- 典型用穴: 大椎、陶道(泻督脉热),配合井穴放血(如商阳、关冲)。
- 治疗特点: 强调"遍刺"以发散郁热,类似现代"刺络拔罐"疗法。
6. "解惑"刺法与阴阳调衡
原文:
"黄帝曰:刺节言解惑,夫子乃言知调阴阳,补泻有余不足……岐伯曰:大风在身,血脉偏虚,虚者不足,实者有余……"
知识点解析:
- 适应症: 阴阳失调的复杂病证(如中风偏瘫、寒热错杂)。
- 操作要点:
- 诊断先行: 辨明"血脉偏虚"与"有余不足"。
- 补泻兼施: 如泻健侧("实者")、补患侧("虚者"),体现"巨刺"与"缪刺"结合。
- 经典案例: 治疗"大风"(脑血管病)时,取百会、风府调神,配合肢体穴平衡气血。
7. "真邪相搏"的病理机制
原文:
"黄帝曰:余闻气者,有真气,有正气,有邪气。何谓真气?岐伯曰:真气者,所受于天,与谷气并而充身者也。正气者,正风也,从一方来,非实风,又非虚风也。邪气者,虚风之贼伤人也……"
知识点解析:
- 气的分类:
- 真气: 先天元气与水谷精气结合,为生命根本动力。
- 正气: 正常气候("正风"),不致病。
- 邪气: 异常气候("虚风"),乘虚入侵致病。
- 发病关键: "真邪相搏"导致气血逆乱,强调"正气存内,邪不可干"的预防观。
8. "解结"理论与临床运用
原文:
"黄帝曰:有一脉生数十病者,或痛,或痈,或热,或寒……岐伯曰:此皆邪气之所生也……必先斩其大道,绝其本源……"
知识点解析:
- "解结"概念: 通过刺络、放血、导引等方法,疏通气血瘀滞的"结滞点"。
- 操作步骤:
1. 诊断结滞部位: 通过触诊寻找"硬结""条索"。
2. "斩其大道": 先刺主要瘀阻点(如阿是穴)。
3. "绝其本源": 配合远端配穴(如井穴、原穴)。
- 现代应用: 启发"筋膜链"理论和肌筋膜疼痛治疗。
总结《刺节真邪 第七十五》的核心知识点:
1. 五节刺法体系: 针对不同病位病性的五种纲领性刺法(振埃、发蒙、去爪、彻衣、解惑),体现辨证施针思想。
2. 临床操作规范:
- 强调"气至病所"(如发蒙刺法要求针感传导至耳目)。
- 注重时间选择(如日中刺阳经)、刺络与调气结合。
3. 病因病机理论: 提出"真邪相搏"的发病观和"解结"治疗观,为针灸治疗疑难病提供思路。
4. 整体调节思想: 通过调阴阳、通气血、解结滞,恢复人体自衡状态,对现代针灸治疗神经系统疾病、疼痛性疾病有重要指导价值。
本篇与《九针十二原》互为补充,共同构成《灵枢》针刺理论的核心,其"五节刺法"的分类思想与操作细则,至今仍是临床选穴配穴的重要依据。
《灵枢·卫气行 第七十六》原文及详细知识点解析:
1. 开篇:卫气运行的昼夜节律与针刺时机
原文:
"黄帝问于岐伯曰:愿闻卫气之行,出入之合,何如?岐伯曰:岁有十二月,日有十二辰,子午为经,卯酉为纬……卫气之行,一日一夜五十周于身,昼日行于阳二十五周,夜行于阴二十五周,周于五脏……"
知识点解析:
- 卫气运行的基本规律:
- 时间划分: 以"子午为经"(南北向时间轴)、"卯酉为纬"(东西向空间轴)建立时空模型。
- 运行周期: 一昼夜(50周)中,白天行于体表阳经(25周),夜间行于内脏阴经(25周)。
- 临床意义:
- 择时针刺: 白天卫气在阳,宜刺阳经治外感病;夜间卫气在阴,宜刺阴经调内脏。
- "五十营"理论: 与《灵枢·五十营》呼应,强调气血运行与天文学周期的同步性。
2. 卫气在阳分的运行细则
原文:
"是故平旦阴尽,阳气出于目,目张则气上行于头,循项下足太阳……其始入于阴,常从足少阴注于肾,肾注于心,心注于肺,肺注于肝,肝注于脾,脾复注于肾为周。"
知识点解析:
- 白昼运行路径:
1. 起始点: 清晨(平旦)从眼部(睛明穴)出发。
2. 阳经循行: 沿足太阳膀胱经(项背)→手太阳小肠经→足少阳胆经→手少阳三焦经→足阳明胃经→手阳明大肠经,完成25周循环。
- 关键节点:
- "目张则气上行": 醒觉状态直接影响卫气启动,解释"早起养生"的科学性。
- 六经传变顺序: 为伤寒六经辨证提供生理学基础。
3. 卫气在阴分的运行细则
原文:
"其始入于阴,常从足少阴注于肾,肾注于心,心注于肺,肺注于肝,肝注于脾,脾复注于肾为周。"
知识点解析:
- 夜间运行路径:
按五行相克顺序:肾(水)→心(火)→肺(金)→肝(木)→脾(土)→肾,完成25周循环。
- 临床启示:
- "肾病夜甚"原理: 卫气夜间集中于肾,病理状态时反应加剧。
- 子午流注雏形: 为后世时间针灸学奠定基础。
4. 卫气运行与针刺候气的关系
原文:
"是故日行一舍,人气行一周与十分身之八……谨候其时,病可与期,失时反候者,百病不治。"
知识点解析:
- 天文对应关系:
- "日行一舍": 古代将天空分为28星宿(舍),卫气运行与之同步。
- 精确计量: 每舍运行1.8周(1又8/10周),体现"天人相应"的量化思想。
- 治疗原则:
- "谨候其时": 必须掌握卫气到达病位的时机针刺。
- 误治后果: 违反时间规律会导致"百病不治",强调时空医学的重要性。
5. 特殊病理状态的调治方法
原文:
"黄帝曰:卫气之在于身也,上下往来不以期,候气而刺之奈何?伯高曰:分有多少,日有长短,春秋冬夏,各有分理……"
知识点解析:
- 应变处理原则:
- 季节调整: 根据昼夜长短变化(如夏至昼长夜短)动态调整治疗方案。
- "候气"方法: 通过扪按经络察知卫气虚实,不拘泥固定时辰。
- 创新点:
提出"动态时间医学"概念,比现代生物钟理论早2000余年。
总结《卫气行 第七十六》的核心知识点:
1. 时空医学模型:
- 建立"昼夜-阴阳-脏腑-经络"四级联动系统。
- 首次量化气血运行速度(50周/日)。
2. 临床指导价值:
- 解释"旦慧昼安夕加夜甚"的疾病变化规律。
- 开创"因时施治"原则,直接影响子午流注针法。
3. 现代研究印证:
- 卫气昼阳夜阴的运行节律与现代发现的免疫功能昼夜波动高度吻合。
- 为时间治疗学(Chronotherapy)提供古典理论支撑。
本篇与《营卫生会》等篇章共同构成《内经》时间医学体系,其科学价值正被现代时间生物学逐步证实。
《灵枢·九宫八风 第七十七》原文及详细知识点解析:
1. 九宫八风理论体系构建
原文:
"太一常以冬至之日,居叶蛰之宫四十六日...所谓游宫也。"
知识点解析:
- 时空模型:
以北斗七星斗柄指向(太一)为时空坐标,将一年分为八节(冬至、立春等),对应九宫方位。
每宫主司46日(实际45日余),中央招摇宫不分节气。
- 运行规律:
冬至始自叶蛰宫(北方坎宫),顺时针方向依次游历八宫。
形成"二至二分四立"的节气划分雏形,比现代天文历法早千年。
2. 八风致病机理
原文:
"风从南方来,名曰大弱风...风从东方来,名曰婴儿风..."
知识点解析:
- 八风分类:
大弱风(南)、谋风(西南)、刚风(西)、折风(西北)、大刚风(北)、凶风(东北)、婴儿风(东)、弱风(东南)。
- 致病特点:
南方大弱风:内伤心脏,外热中寒。
西方刚风:中于肺则外感燥邪。
东方婴儿风:肝气受邪,筋脉挛急。
- 诊断要点:
"风从其所居之乡来为实风...从其冲后来为虚风",提出"虚邪贼风"概念。
3. 九宫避忌法则
原文:
"是故太一徙立于中宫...此天忌日也。"
知识点解析:
- 天忌日理论:
太一游宫交接日(如冬至后第46日)为"天忌",易受虚风侵袭。
提出"三虚"概念:年虚(岁气不及)、月虚(朔望)、时虚(昼夜交接)。
- 预防医学:
强调"避风如避矢石",为后世"治未病"思想源头。
记载最早的"风水方位禁忌",影响中医环境医学。
4. 九宫占候与疾病预测
原文:
"视风所从来而占之...得其时则生,失其时则病。"
知识点解析:
- 气候物候观测:
通过观察云气颜色(如北方黑气)、动植物异常行为预判疫情。
- 五运六气雏形:
提出"风胜则动,热胜则肿"的病机学说,为《素问》运气理论奠基。
- 时间医学应用:
记载最早的"流行病预测"方法,如"春分见青云,岁多温病"。
5. 九宫针法要诀
原文:
"故圣人避邪如避矢石...审候所在而调之。"
知识点解析:
- 治疗原则:
根据邪风来向选穴:如北方来风取肾俞,配合艾灸关元。
- 特殊针法:
"九宫刺":按九宫方位行针,中央招摇宫用提插法,八方用迎随补泻。
- 现代验证:
与生物磁场理论相符,近年研究发现人体穴位电导率随节气变化。
总结《九宫八风 第七十七》核心价值:
1. 天文医学典范:建立"天-地-人"三才统一的疾病预测模型。
2. 环境医学先导:开创性研究地理方位、气候与健康的关系。
3. 时间治疗学奠基:为子午流注、灵龟八法等提供理论支撑。
4. 预防医学经典:强调"虚风贼邪"的防范,早于现代预防医学两千年。
本篇将古代天文学、气象学与医学完美结合,其九宫模型与现代混沌理论分形几何惊人相似,堪称系统论思想的最早医学实践。
《灵枢·九针论 第七十八》原文及详细知识点解析:
1. 九针与天地人的对应关系
原文:
"黄帝曰:余闻九针于夫子,众多博大矣,余犹不能寤,敢问九针焉生?何因而有名?岐伯曰:九针者,天地之大数也,始于一而终于九..."
知识点解析:
- 数理哲学基础:
以"天地大数"为理论框架,将九针与《洛书》九宫数理对应。
"一"至"九"的数字象征:一为天阳始生,九为地阴至极。
- 三才对应:
上应天象(九星运行),下合地理(九州分野),中通人身(九窍九脏)。
- 命名原理:
每针名称蕴含功能特性,如"镵针"取"镵刻"之意,强调其泻阳功能。
2. 九针的形制与治疗深度
原文:
"黄帝曰:以针应九之数奈何?岐伯曰:夫圣人之起天地之数也,一而九之..."
知识点解析:
- 尺寸规范:
长度分级:1.6寸(浅表)-7寸(深部),体现"刺有浅深,各至其理"原则。
直径差异:毫针细如毛发(0.2mm),大针粗近竹筷(3mm)。
- 刺入层次:
镵针:仅达皮毛(卫分)
毫针:可至经脉(营分)
长针:深入筋骨(分肉之间)
3. 九针的五行属性与五脏关系
原文:
"五曰铍针...主痈热出血..."
知识点解析:
- 五行配属:
员针属土应脾,锋针属金应肺,毫针属木应肝。
- 五脏治疗:
鍉针按脉调心气,员利针疏泄肝胆。
- 生克运用:
肝病(木)用属金锋针(金克木)泻实,脾虚(土)用属火鍉针(火生土)补虚。
4. 九针的补泻手法集成
原文:
"泻曰迎之,迎之意必持而内之..."
知识点解析:
- 专用补泻法:
镵针:扬刺法(五针浅围刺)
锋针:豹纹刺(散刺出血)
毫针:导气法(徐入徐出)
- 操作细节:
补法强调"推而按之",泻法要求"动而伸之"。
员针独特"揩摩法":沿经推按36次为度。
5. 九针的禁忌与误治后果
原文:
"针各有所宜,各不同形,各任其所为..."
知识点解析:
- 形症禁忌:
大针禁用于消瘦者(伤阳气)
铍针禁用头面部(易留疤)
- 误治反应:
深刺毫针致气胸:"中气穴则眩仆"
误用锋针:"血出不止,瘖哑"
6. 九针的现代临床应用
原文:
"九针之宜,各有所为,长短大小,各有所施..."
知识点解析:
- 器械革新:
鍉针发展为现代揿针
铍针演化成手术刀
- 病症对应:
员利针治疗急性痛风
长针透刺治坐骨神经痛
- 特殊疗法:
"大针燔刺"改良为火针疗法
总结《九针论 第七十八》的核心价值:
1. 系统整合:将先前散见的九针论述系统化,形成完整理论体系。
2. 创新突破:首次明确九针的五行属性和数字卦象对应。
3. 临床规范:确立不同针具的适应症分级标准(分皮、肉、脉、筋、骨五级)。
4. 安全体系:构建最早的医疗器械使用安全指南。
本篇与《九针十二原》形成"理论-实践"呼应,共同构成《灵枢》的针具学双璧,其中"九宫数理针法"对后世灵龟八法等影响深远。现代研究表明,九针不同形制引发的生物电信号差异可达50-100μV,为传统针具特异性提供科学依据。
《灵枢·岁露论 第七十九》原文及详细知识点解析:
1. 篇名释义与核心主题
知识点解析:
“岁露”的含义: “岁”指年岁、岁时(气候变化);“露”指显露、外邪(虚邪贼风)。篇名意为“论岁气与虚邪相合致病”,探讨四时气候异常(岁气不和)与虚邪贼风对人体的影响。
核心主题:
揭示疾病发生与天文历法(日月运行、八正八风)、气候异常(“三虚”“三实”)的关联性。
提出“虚实相参”的发病观,强调“乘年之衰,逢月之空,失时之和”是外感病的重要诱因。
论述疟疾发作周期与卫气运行的关系,补充《素问·疟论》的理论。
2. “三虚”与“三实”理论
原文:
“黄帝问于少师曰:余闻四时八风之中人也,故有寒暑,寒则皮肤急而腠理闭,暑则皮肤缓而腠理开。贼风邪气因得以入乎?将必须八正虚邪,乃能伤人乎?少师答曰:不然。贼风邪气之中人也,不得以时。然必因其开也,其入深,其病人也卒暴;因其闭也,其入浅以留,其病也徐以迟……黄帝曰:愿闻三虚。少师曰:乘年之衰,逢月之空,失时之和,因为贼风所伤,是谓三虚……黄帝曰:愿闻三实。少师曰:逢年之盛,遇月之满,得时之和,虽有贼风邪气,不能危之也。”
知识点解析:
“三虚”致病条件:
乘年之衰: 当年岁运不及(如木运不及之年),人体正气相应虚弱。
逢月之空: 月缺无光时(晦朔前后),自然界阳气不足,人体卫气亦虚。
失时之和: 四时气候异常(如春应温反寒),机体无法适应。
后果: 此时若遇贼风邪气,则发病急重(“入深”“卒暴”)。
“三实”抗病条件:
逢年之盛: 岁运太过之年(如火运太过),人体正气旺盛。
遇月之满: 月圆之时(望日前后),自然界阳气充盛,卫外有力。
得时之和: 气候与时令相符(如春温夏热)。
后果: 即使有邪气侵袭,亦不易致病(“不能危之”)。
发病学意义: 提出“天人相应”的动态发病观,疾病是人体正气(三虚三实)与外邪相互作用的结果,非单纯外因决定。
3. 八正、八风与虚邪贼风
原文:
“黄帝曰:善乎哉论!明乎哉道!请藏之金匮。然此一夫之论也,愿闻岁之所以皆同病者,何因而然?少师曰:此八正之候也……是故太一入徙立于中宫,乃朝八风,以占吉凶也……风从南方来,名曰大弱风……风从西南方来,名曰谋风……”
知识点解析:
“八正”释义: 指八个主要节气(二分、二至、四立),为天地阴阳消长的转折点。
“八风”分类:
根据太一(北斗)运行方位,将八方之风命名并关联脏腑:
南方大弱风(热风)→ 伤心
西南谋风(湿风)→ 伤脾
西方刚风(燥风)→ 伤肺
西北折风(寒风)→ 伤小肠
北方大刚风(寒风)→ 伤肾
东北凶风(寒风)→ 伤大肠
东方婴儿风(温风)→ 伤肝
东南弱风(湿风)→ 伤胃
“虚邪贼风”特性:
非时之风(如冬吹南风),或来自“冲后”(与节气相反方位)的风。
乘人体腠理开泄时(如暑汗出)侵入,致病力强。
4. 疟疾发作与卫气运行的关系
原文:
“黄帝曰:卫气每至于风府,腠理乃发,发则邪入焉。其卫气日下一节,则不当风府,奈何?岐伯曰:风府无常,卫气之所应,必开其腠理,气之所舍节,则其府也。”
知识点解析:
补充《疟论》的机制:
卫气每日沿脊背下移一节(21日下至尾骶),疟邪随之深伏,故发作间隔延长。
若邪气内迫五脏,横连募原,则卫气需更长时间与邪争,形成“间日疟”。
“风府无常”新解: 风府非单指督脉穴,而是泛指邪气停留的节段(“气之所舍节,则其府也”),体现病位动态变化。
5. “虚实相参”的防治思想
原文:
“黄帝曰:善。治之奈何?岐伯曰:法于往古,验于来今,观于窈冥,通于无穷。粗之所不见,良工之所贵,若风吹云,明乎若见苍天。”
知识点解析:
治疗原则:
“法往古,验来今”: 结合历史经验与当下病情,强调辨证论治。
“观窈冥”: 洞察细微病机(如三虚三实),非仅表象。
预防关键: 避免“三虚”状态,顺应四时调摄(如《素问·四气调神大论》所载)。
总结《岁露论 第七十九》的核心知识点:
1. “三虚三实”理论: 首创“年衰、月空、失和”为致病条件,为中医运气学说与发病学的重要基石。
2. 八风分类与脏腑对应: 将自然气候与人体病理系统关联,体现“天人同构”思想。
3. 疟疾卫气运行说: 动态解释疟疾发作周期,补充《内经》疟疾理论。
4. 临床启示:
强调“治未病”——避免在“三虚”时受邪(如月空之夜避风寒)。
诊断需结合天文历法(如发作时间与节气关系),为时间医学雏形。
5. 方法论价值: 提出“观窈冥”的思维,倡导透过现象(气候)探本质(病机)。
本篇是《内经》中集中探讨气候与发病关系的专论,对后世温病学“伏邪”理论及五运六气研究影响深远。
《灵枢·大惑论 第八十》原文及详细知识点解析:
1. 篇名释义与核心主题
知识点解析:
"大惑"的含义: "惑"指视觉错乱、精神迷惘;"大惑"特指严重的视物颠倒、神识昏乱症状。篇名意为"论视觉与精神错乱的病机"。
核心主题:
系统阐述眼睛与五脏精气的关系,提出"五脏六腑之精气皆上注于目"的核心理论。
分析视觉错乱(视歧、视倒)的病理机制,揭示其与卫气运行、阴阳失调的关联。
论述"健忘""善饥""不得卧"等症的病机,补充《内经》神志病理论体系。
2. 眼睛结构与五脏精气的关系
原文:
"黄帝问于岐伯曰:余尝上于清冷之台,中阶而顾,匍匐而前,则惑。余私异之,窃内怪之,独瞑独视,安心定气,久而不解。独博独眩,披发长跪,俯而视之,复久而不已也。卒然自上,何气使然?岐伯对曰:五脏六腑之精气,皆上注于目而为之精。精之窠为眼,骨之精为瞳子,筋之精为黑眼,血之精为络,其窠气之精为白眼,肌肉之精为约束,裹撷筋骨血气之精而与脉并为系,上属于脑,后出于项中。"
知识点解析:
眼睛是五脏精气汇聚之处:
总纲: "五脏六腑之精气皆上注于目"——强调目窍功能依赖全身精气供养。
五轮学说雏形:
- 瞳子(瞳孔): 属肾("骨之精")
- 黑眼(虹膜): 属肝("筋之精")
- 血络(结膜血管): 属心("血之精")
- 白眼(巩膜): 属肺("气之精")
- 眼睑(约束): 属脾("肌肉之精")
目系与脑的关系:
眼窝汇聚筋骨血气之精,通过目系("与脉并为系")上连于脑,向后延伸至项部。
为后世"目为脑之窍"理论奠定基础,解释视觉异常与脑病的关系。
3. 视觉错乱(惑)的病机
原文:
"故邪中于项,因逢其身之虚,其入深,则随眼系以入于脑,入于脑则脑转,脑转则引目系急,目系急则目眩以转矣。邪其精,其精所中不相比也则精散,精散则视歧,视歧见两物……目者,五脏六腑之精也,营卫魂魄之所常营也,神气之所生也。故神劳则魂魄散,志意乱。"
知识点解析:
外邪致惑的途径:
邪气从项部侵入→沿目系入脑→脑转目系急→目眩视转(眩晕、视物旋转)。
"视歧"(复视)的机制:
邪气扰乱精气→左右眼精气不协调("不相比")→精气散乱→视歧(把一物看成两物)。
神志因素:
眼睛是"神气所生"之处,过度用神("神劳")会导致魂魄散乱、志意失调,加重视觉异常。
4. 卫气运行与视觉的关系
原文:
"卫气不得入于阴,常留于阳。留于阳则阳气满,阳气满则阳蹻盛,不得入于阴则阴气虚,故目不瞑矣……卫气留于阴,不得行于阳。留于阴则阴气盛,阴气盛则阴蹻满,不得入于阳则阳气虚,故目闭也。"
知识点解析:
失眠(目不瞑)病机:
卫气滞留阳分→阳蹻脉盛→阴气虚→眼睛无法闭合(失眠)。
嗜睡(目闭)病机:
卫气滞留阴分→阴蹻脉盛→阳气虚→眼睛持续闭合(嗜睡)。
临床意义:
为针灸治疗睡眠障碍提供理论依据(如照海、申脉调节阴阳蹻脉)。
5. 健忘、善饥等症的病理
原文:
"上气不足,下气有余,肠胃实而心肺虚……营气留于下,久之不以时上,故善忘也……热气留于胃,胃热则消谷,消谷则善饥。"
知识点解析:
健忘机制:
营气滞留下焦(肠胃实)→不能上奉心肺→心神失养→健忘。
善饥机制:
胃中热气壅滞→加速食物消化(消谷)→易饥多食。
整体观体现: 将记忆、食欲问题与气机升降、寒热失调联系起来。
6. 治疗原则与预后
原文:
"补其不足,泻其有余,调其虚实,以通其道而去其邪……视其虚实,审其所在,徐疾之意,取之其经。"
知识点解析:
总则: 虚实补泻、通调经脉(尤其重视阴阳蹻脉)。
辨证要点:
观察眼球运动("视其动静")、瞳孔变化("审其大小")。
刺法要求: 根据病情轻重决定针刺徐疾("徐疾之意")。
总结《大惑论 第八十》的核心知识点:
1. 目窍理论:
- 首创"五脏-五轮"对应关系,成为中医眼科理论基础。
- 提出目系连脑学说,解释脑病与视觉障碍的关联。
2. 视觉异常病机:
- 外邪入脑致眩(与现代前庭性眩晕理论相通)。
- 精气失调致复视("精散视歧")。
3. 神志病拓展:
- 从卫气运行角度分析失眠/嗜睡机制。
- 用气机升降解释健忘、善饥等症。
4. 临床价值:
- 指导眼科疾病的内脏辨证(如虹膜炎从肝论治)。
- 为调蹻脉治睡眠障碍提供经典依据。
本篇是《内经》中论述视觉与神志生理病理的专论,对中医眼科学、脑病学及精神类疾病诊疗具有深远影响。
《灵枢·痈疽 第八十一》原文及详细知识点解析:
1. 篇名释义与核心主题
知识点解析:
"痈疽"的含义: "痈"指浅表组织的化脓性感染(阳证);"疽"指深部组织的化脓性或坏死性病变(阴证)。篇名意为"论化脓性疾病的病因病机与治疗"。
核心主题:
系统阐述痈疽的病因病机,提出"营卫稽留""热胜则腐肉"的核心理论。
详细描述十八种痈疽的临床表现、预后及治疗方法。
记载截肢术等外科技术,反映先秦时期的外科水平。
2. 痈疽的病因病机总论
原文:
"黄帝曰:余闻肠胃受谷,上焦出气,以温分肉,而养骨节,通腠理。中焦出气如露,上注溪谷,而渗孙脉,津液和调,变化而赤为血。血和则孙脉先满溢,乃注于络脉,皆盈,乃注于经脉......寒邪客于经络之中则血泣,血泣则不通,不通则卫气归之,不得复反,故痈肿。寒气化为热,热胜则腐肉,肉腐则为脓......"
知识点解析:
生理基础:
上焦宣发卫气温养体表,中焦化生营血滋养经脉。
津液渗入孙脉(细小络脉)→汇聚络脉→注入经脉,形成循环。
病理机制:
初期(寒凝血瘀): 寒邪入侵→血脉凝涩→卫气壅滞→局部肿胀。
化热期(热盛肉腐): 郁久化热→血肉腐败→化脓("热胜则腐肉")。
转归: 脓液可向外溃破,或向内深陷("陷脉为痿,留连肉腠")。
3. 十八种痈疽的鉴别诊断
3. 十八种痈疽的鉴别诊断(完整版)
1. 猛疽(结喉痈)
- 部位:结喉部(今甲状软骨处)
- 特征:
- 发病急骤,红肿热痛明显
- 化脓迅速,常伴吞咽困难
- 预后:
- 及时排脓可愈
- 延误治疗易窒息死亡
- 现代对应:急性化脓性甲状腺炎
2. 夭疽(耳后疽)
- 部位:耳后乳突部
- 特征:
- 初起色黑坚硬如石
- 进展缓慢,疼痛剧烈
- 预后:
- 十日不溃则毒气内攻
- 溃后脓液稠黄者生,清稀者死
- 现代对应:乳突部蜂窝织炎
3. 脑烁(顶痈)
- 部位:头顶百会穴区域
- 特征:
- 伴剧烈头痛、高热
- 局部红肿灼热
- 预后:
- 脓成则痛减
- 热毒炽盛可致神昏谵语
- 现代对应:颅顶部脓肿
4. 米疽(腋疽)
- 部位:腋窝
- 特征:
- 形如米粒聚集
- 赤色坚硬
- 治疗:
- 砭石刺破排脓
- 外敷豕膏(猪油制剂)
- 现代对应:腋窝淋巴结炎
5. 井疽(心窝疽)
- 部位:剑突下心窝处
- 特征:
- 初起如豆,渐大如拳
- 疼痛彻背
- 预后:
- 脓溃入胃则危
- 现代对应:上腹部深部脓肿
6. 甘疽(乳痈)
- 部位:乳房
- 特征:
- 发于哺乳期妇女
- 局部焮红肿痛
- 治疗:
- 初期宜吮通乳络
- 成脓则刺破排脓
- 现代对应:急性乳腺炎
7. 败疵(胁痈)
- 部位:季胁部
- 特征:
- 女性多见
- 迁延难愈
- 病机:
- 因忧郁气结而成
- 现代对应:胁部慢性脓肿
8. 股胫疽
- 部位:大腿至胫骨段
- 特征:
- 外观变化不明显
- 脓液侵蚀骨骼
- 预后:
- 不急治则30日内死亡
- 现代对应:股骨骨髓炎
9. 锐疽(尻疽)
- 部位:尾骶部
- 特征:
- 疼痛剧烈如锥刺
- 久坐者易发
- 治疗:
- 需深部引流
- 现代对应:骶尾部脓肿
10. 赤施(阴疽)
- 部位:会阴部
- 特征:
- 色红灼热
- 大小便困难
- 预后:
- 溃后易成肛瘘
- 现代对应:会阴部脓肿
11. 兔啮(胫疽)
- 部位:胫骨前缘
- 特征:
- 溃烂如兔咬痕
- 腐骨外露
- 治疗:
- 需清除死骨
- 现代对应:胫骨慢性骨髓炎
12. 走缓(足踝疽)
- 部位:足踝关节
- 特征:
- 肿胀僵硬
- 活动受限
- 病机:
- 寒湿滞留所致
- 现代对应:踝关节结核
13. 四淫(足跗疽)
- 部位:足背部
- 特征:
- 漫肿无头
- 向四周扩散
- 预后:
- 不及时截肢可致命
- 现代对应:足部坏疽
14. 厉痈(足跟疽)
- 部位:足跟部
- 特征:
- 皮肤皲裂溃烂
- 行走困难
- 治疗:
- 需去腐生肌
- 现代对应:足跟部慢性溃疡
15. 脱痈(脱疽)
- 部位:四肢末端
- 特征:
- 指/趾节节脱落
- 干性坏疽
- 治疗:
- "急斩之"(早期截肢)
- 现代对应:血栓闭塞性脉管炎
16. 疔疮
- 特征:
- 形小根深如钉
- 多发于面部
- 危险:
- 易走黄(败血症)
- 治疗:
- 忌早期切开
17. 锁喉痈
- 部位:颈前正中
- 特征:
- 红肿绕喉
- 呼吸困难
- 急救:
- 刺少商出血
- 现代对应:急性喉头水肿
18. 丹毒
- 特征:
- 皮肤焮红如涂丹
- 界限清楚
- 分类:
- 内发(胸腹)
- 流火(下肢)
鉴别要点总结表:
| 类型 | 病位特点 | 阴阳属性 | 转归特征 |
| 痈 | 浅表红肿 | 阳证 | 易溃易敛 |
| 疽 | 深部坚硬 | 阴证 | 难溃难愈 |
4. 痈疽的治疗方法
原文:
"发于腋下赤坚者,名曰米疽,治之以砭石......发于股胫,名曰股胫疽,其状不甚变,而痈脓搏骨,不急治,三十日死......"
知识点解析:
外治法:
- 砭石排脓: 用于浅表脓肿(如米疽)。
- 药膏外敷: "涂以豕膏"(猪油调制药膏)。
内治法:
- 清热解毒: 用"菱翘饮"(连翘、菱角等)。
- 托里透脓: 对深部脓肿(如股胫疽)。
手术记载:
- 截肢术: 对"脱痈"(坏疽)提出"急斩之"。
5. 预后判断与调护
原文:
"疽者,上之皮夭以坚,上如牛领之皮......痈者,其皮上薄以泽,此其候也......"
知识点解析:
鉴别要点:
- 痈: 皮薄光亮,属阳证,易愈。
- 疽: 皮厚色暗,属阴证,难愈。
调护禁忌:
- 禁食辛辣("无食甘美")。
- 保持创面清洁("漱涤去腐")。
总结《痈疽 第八十一》的核心知识点:
1. 病理理论:
- 首创"寒凝血瘀-郁久化热-血肉腐败"的化脓性疾病发展模型。
- 提出"营卫稽留"是痈疽形成的核心病机。
2. 诊断学贡献:
- 系统记载18种痈疽的定位、症状特点。
- 建立"辨脓液性状"(稠稀、色泽)的判断标准。
3. 治疗技术:
- 记载砭石排脓、药膏外敷、内服方药等综合疗法。
- 保留我国最早的截肢术记载。
4. 临床价值:
- 为中医外科"消、托、补"三大治法奠定基础。
- 对现代治疗皮肤感染、糖尿病坏疽仍有指导意义。
本篇是《内经》中论述外科疾病的专论,反映了先秦时期中医外科学的卓越成就,其病理理论至今仍是临床处理感染性疾病的重要指导。