导图社区 血液循环(4)
人卫第九版生理学知识点总结,详细的总结了心血管活动的调节,器官循环。框架清晰,内容丰富,小伙伴们赶快学习起来吧~
人卫第九版生理学,血管生理知识点总结,包括各类血管的功能特点,血流动力学,动脉血压和动脉脉搏,静脉血压和静脉回心血量,希望对小伙伴有所帮助!
人卫第九版生理学知识梳理~心脏的电生理学及生理特性,本篇导图详细的总结了分类,心肌细胞跨膜电位及其形成机制,心肌的生理特性,体表心电图。
社区模板帮助中心,点此进入>>
马克思主义原理
小儿常见病的辩证与护理
蛋白质
均衡饮食一周计划
考研数学重点考点知识总结归纳!
消化系统常见病
数据结构
耳鼻喉解剖与生理
法理学读书笔记
思维导图带你认识马克思主义原理
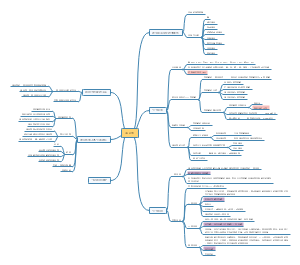
血液循环(4)
心血管活动的调节
神经调节
心血管的神经支配
心脏的神经支配
心交感神经(位于T1~5脊髓的中间外侧柱)(增强心脏活动):心交感神经节后纤维释放NE作用于β1肾上腺素能受体(可被美托洛尔阻断),引起心肌收缩力增强(正性变力作用)、心率加快(正行变时作用)、传导速度增大(正性变传导作用)
与受体结合后,cAMP↑→Ca2+内流↑
窦房结细胞4期Ca2+内流↑→4期去极化速度↑→HR↑(正行变时作用)
房室交界0期Ca2+内流↑→AP上升速度和幅度↑→兴奋传导↑(正性变传导作用)
心房室肌细胞2期Ca2+内流↑,肌浆网释放Ca2+→心肌收缩力↑(正性变力作用)
心迷走神经(位于延髓的迷走神经背核和疑核)(抑制心脏活动)
释放ACh,与心肌细胞膜上的M受体结合(可被阿托品阻断),发挥与心交感神经相反作用
负性变时:4期去极化速度↓,自律性↓
负性变传导:主要与慢反应细胞的0期Ca2+内流减少、0期去极化速度和幅度↓有关
负性变力:复极化时K+外流加速,平台期缩短,导致Ca2+内流↓
血管的神经支配
缩血管神经纤维(交感):释放NE,主要与α受体结合,引起血管收缩
分布密度:最大的是皮肤血管,其次为骨骼肌和内脏血管,最小的是冠状血管和脑血管
支配密度:最大的是微动脉,其次是毛细血管前括约肌,毛细血管不受神经纤维支配
交感缩血管神经纤维兴奋时,总外周阻力↑,动脉血压↑,血流阻力↑,血流量↓,毛细血管血压↓,组织液生成减少
舒血管神经纤维
交感舒血管神经纤维:可引起骨骼肌血管舒张,骨骼肌血流量增加
副交感舒血管神经纤维:可引起血管舒张,局部血流量增加
心血管中枢
脊髓
延髓
下丘脑
其他心血管中枢:在延髓以上的其他脑干部分以及大脑和小脑中,均有调节心血管活动的神经元,参与对心血管活动和机体其他功能之间的复杂整合
心血管反射
颈动脉窦和主动脉弓压力感受性反射
动脉压力感受器(位于颈动脉窦和主动脉弓血管外膜下:感受机械牵张刺激):传入冲动频率和动脉管壁扩张程度成正比
传入神经及其中枢联系
反射效应
压力感受性反射功能曲线:体循环动脉血压在一定范围内随着窦内压的升高而降低
颈动脉体和主动脉化学感受性反射
氧气分压降低、二氧化碳分压升高、氢离子浓度升高:反射性地引起呼吸加深加快,HR↑,心输出量↑,外周阻力↑(保持自然呼吸条件);心率减慢、心输出量减少、冠状动脉舒张、骨骼肌he内脏血管收缩(保持呼吸频率和深度不变)
平时不明显,只有在缺氧、窒息、失血、血压过低和酸中毒等情况下才起调节作用(移缓济急)使重要器官在危机情况下优先获得血液供应
心肺感受器引起的心血管反射
也叫容量感受器,感受机械牵张刺激和化学刺激;心肌缺血时,心交感传入反射增强有利于维持血压
躯体感受器引起的心血管反射
内脏感受器引起的心血管反射
脑缺血反应
脑血流量明显减少时,发生的反应,表现为交感缩血管紧张显著升高,外周血管强烈收缩,动脉血压升高,来改善脑的血液供应
体液调节
肾素-血管紧张素系统
RAS的构成(肾素产生血管紧张素II:10肽→8→7)
血管紧张素家族主要成员的生理作用
AngII的生理作用(一种活性很高的升压物质):①缩血管作用;②促进交感神经释放神经递质;③使众数对压力感受性反射的敏感性降低,交感缩血管中枢紧张加强;④促进醛固酮的合成和释放
RAS家族其他成员的生理作用
肾上腺素(E)(80%)和去甲肾上腺素(NE)(20%)
E与α受体和β受体(包括β1和β2)的结合能力均很强
NE主要与α受体结合,也能和β1受体结合但和β2受体结合能力很弱
静脉注射:可使全身血管广泛收缩,外周阻力增加,动脉血压升高,HR↓
血管升压素(VP)又称抗利尿激素(ADH),促进对水的重吸收
血管内皮生成的血管活性物质
舒血管物质
一氧化氮(NO)
前列环素(PGI2)
内皮超级化因子
缩血管物质
内皮素(ET):目前已知最强烈的缩血管物质,且效应持久,可能参与血压的长期调节
自身调节
局部代谢产物学说:代谢水平越高,血流量越多
肌源学说:肌源性活动增强防止血流量因灌注压升高而增多
动脉血压的长期调节
器官循环
冠脉循环
解剖特点
主干大分支行走于心脏表面
小分支垂直于心脏表面穿入心肌
心肌内毛细血管密度很高,与心肌纤维数1:1
生理特点
灌注压高,血流量大
摄氧率高,耗氧量大
血流量受心肌收缩的影响发生周期性变化
冠脉血流量的调节
心肌代谢水平的影响
神经调节:神经因素可在很短时间内就被心肌代谢改变引起的血流变化所掩盖
肺循环
血流阻力小,血压低
血容量大,变化也大
毛细血管的有效过滤压较低
肺循环血流量的调节
局部化学因素的影响:肺泡气氧气分压↓,肺泡周围微动脉收缩,意义:维持适当的肺换气效率
刺激交感神经:肺血管收缩、血流阻力增大,整体下肺循环血流量增加
刺激迷走神经:肺血管舒张
脑循环
血流量大,耗氧量大
血流量变化小
存在血脑屏障
调节
二氧化碳分压与低氧的影响:二氧化碳分压升高和低氧可直接引起血管舒张,但在整体情况下,这种变化引起的化学感受性反射可使血管收缩