导图社区 topic
topic
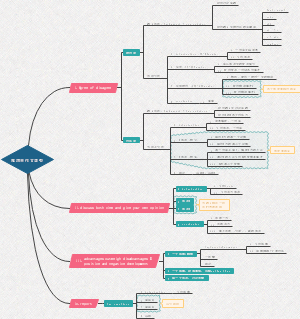
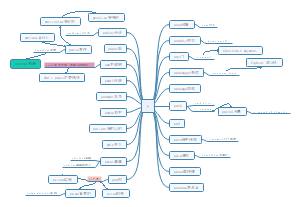
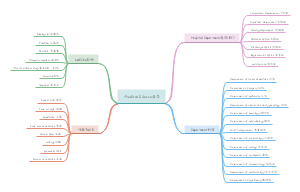
ielts topics including education crime culture media health environment technology and so on(雅思题目包括教育犯罪文化传媒健康环境技术等)
编辑于2019-01-04 06:27:17- 相似推荐
- 大纲
导图社区 topic
ielts topics including education crime culture media health environment technology and so on(雅思题目包括教育犯罪文化传媒健康环境技术等)
编辑于2019-01-04 06:27:17