导图社区 专升本生理学-4血液循环
- 124
- 11
- 2
- 举报
专升本生理学-4血液循环
血液循环思维导图,包括心脏的生物电活动、心脏的泵血功能、血管生理分类、血管动力学、器官循环、心血管活动的调节等内容。
提示: 本内容由社区用户上传并分享。平台不对内容的真实性、合法性、知识产权归属及是否侵害第三方权利进行事前审核或保证。本内容可能包含受版权保护的图片、字体或其他第三方素材,使用前请自行确认授权范围。
- 心脏的泵…
- 心肌生物…
- 相似推荐
- 大纲

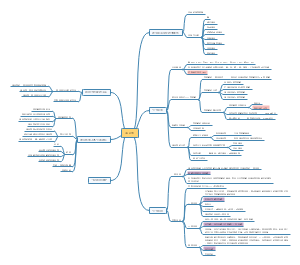


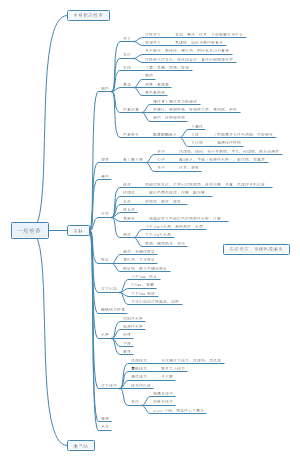
血液循环
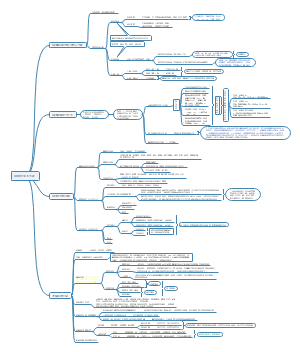
第一节 心脏生理
一、心脏的泵血功能
(一)心动周期
概念:心脏一次收缩和舒张构成的一个机械活动周期,称为心动周期
正常成人心率75次/min,每个心动周期时程为0.8s
过程
两心房首先收缩持续0.1秒,继而心房舒张持续0.7秒
进入心室收缩期持续0.3秒,随后心室舒张持续0.5秒
心室舒张期的前0.4秒,心房也处于舒张期,该阶段称全心舒张期
注意:当心率增快、心动周期缩短时,心房或心室的收缩期和舒张期均缩短,但舒张期缩短更明显,不利于心肌的休息和血液的充盈,对心脏的持久活动不利
(二)心脏的泵血过程和机制
机制
压力梯度是瓣膜开闭和推动血液单向流动的直接动力
心室肌张缩是压力梯度形成的根本原因
心室充盈量75%靠心室舒张、室内压下降产生的抽吸作用, 约25%靠心房收缩挤压而进一步充盈
1.心室泵血过程
(1)收缩射血
1)等容收缩期:0.05秒,心室内压急剧升高(最快),心室容积最大
2)快速射血期:0.1秒,射出血液量约占总量2/3,心室内压达峰值(最高)
3)减慢射血期:0.15秒,心室内压与主动脉压由峰值逐渐下降
(2)舒张充盈
1)等容舒张期:0.06~0.08秒,室内压急剧下降(最快)
2)快速充盈期:0.11秒,室内压明显降低甚至负压形成抽吸作用,回心血量约占2/3
3)减慢充盈期:0.22秒,心室舒张期的最后0.1秒也是心房收缩期
2.心房在心脏泵血活动中的作用
初级泵
(三)心音
(四)心脏泵血功能的评价
搏出量:一侧心室一次心脏搏动所射出的血液量,搏出量=心舒末期容积(145ml)-心缩末期容积(75ml)
心输出量:是指一侧心室每分钟射出的血液量。心输出量=搏出量×心率,健康成人安静时心输出量为4.5~6.0L/min
心指数:单位体表面积的心输出量。心指数=心输出量/体表面积,分析比较不同个体的心功能
射血分数:搏出量占心室舒张末期容积的百分比。射血分数=搏出量/心室舒张末期容积,正常约55%-65%
心力储备:心输出量随机体代谢需要而增加的能力
(五)心脏泵血功能的调节—影响心输出量的因素
心输出量=搏出量×心率
搏出量
取决于心室前负荷、后负荷和心肌收缩能力
心率
在一定范围内增快时可增加每分输出量
1.前负荷
(1)前负荷 与异长自身调节
概念:心室舒张末期充盈量,即心室舒张末期容积或压力
前负荷的大小决定了心室肌纤维收缩前的初长度,影响心肌收缩力
(2)影响因素
1)静脉回心血量
2)射血后心室内剩余血量
2.后负荷
概念:肌肉开始收缩时遇到的负荷,即大动脉血压
当大动脉血压升高时,等容收缩期延长而射血期缩短,使搏出量减少
3.心肌收缩能力
概念:心肌不依赖于前负荷和后负荷而能改变其收缩强度和速度等力学活动的内在特性
通过改变心肌收缩能力(与初长度无关)而实现的心脏泵血功能调节称为等长调节
在同一初长度下,心肌可以通过增加活化的横桥数目来增强心肌收缩力
影响搏出量
4.心率
安静状态下,正常成年人的心率为60~100次/min,平均75次/min
在一定范围内(40-180次/min),心率加快能增加心输出量
>180次/min ⇨心动周期缩短(尤其心舒期) ⇨充盈量↓⇨每搏出量↓⇨心输出量↓ <40次/min ⇨心动周期延长(尤其心舒期) ⇨充盈量达极限而心率太慢⇨心输出量↓ 体温升高1℃,心率加快12~18次/min
二、心肌的生物电现象和生理特性
(一)心肌细胞的生物电现象
工作细胞
静息 电位
由K+外流形成,但由于同时存在着少量的Na+内流,使实际数值略低于公式计算的K+平衡电位
动作 电位
0期(去极化)
快Na+通道开放,Na+内流增加
1期(快速复极初期)
快Na+通道关闭,一过性K+外流增加
2期(平台期)
Ca2+内流、K+外流
特征
动作电位时程
3期(快速复极末期)
Ca2+内流停止,K+外流增多
4期(静息期)
钠泵(将Na+排出细胞外,摄入K+)
Na+-Ca2+交换体(将Ca2+排出细胞外)
钙泵(将少量Ca2+排出细胞外)
自律细胞
窦房结细胞 动作电位
0期:Ca2+钙内流,去极速度慢,时程长,无超射
3期:K+外流
4期自动去极化
K+外流递减
Na+内流进行性增强
Ca2+内流快速衰减
浦肯野细胞 动作电位
0期:Na+内流
1期:K+外流
2期:Ca2+内流 ≈ K+外流
3期:K+外流
与心室肌细胞相同
4期自动去极化
K+外流进行性衰减(微弱)
Na+内流进行性增强(主要)
特点
没有稳定静息电位,4期自动去极化,存在最大复极电位
(二)心肌生理特性
1.兴奋性
(1)影响因素
1)静息电位 或最大复极电位
当阈电位水平不变而静息电位或最大复极电位增大时,与阈电位之间的距离加大,引起兴奋所需的阈值也增大,因而兴奋性降低。反之,兴奋性升高。
细胞外K+浓度轻度升高使静息电位负值轻度减小更靠近阈电位,细胞兴奋性增大; 细胞外K+浓度显著升高可导致Na+通道失活而使阈电位水平上移,兴奋性反而降低。
2)阈电位水平
3)引起0期去极化的离子通道性状:处于备用状态的通道可被激活是兴奋产生的前提
(2)心肌细胞一次兴奋过程中兴奋性的周期性变化
有效不应期=绝对不应期+局部反应期:0期→3期-60mv,任何刺激不产生动作电位
相对不应期:3期-60mv→-80mv,阈上刺激能产生动作电位
超常期:3期-80mv→-90mv,阈下刺激能产生动作电位
(3)兴奋性的周期性变化与收缩活动的关系
心肌细胞有效不应期特别长,相当于整个收缩期+舒张早期,保证心肌不发生强直收缩
如果在心室肌的有效不应期后、下一次窦房结兴奋到达前,心室受到一次外来刺激,则可提前产生一次兴奋和收缩,分别称为期前兴奋和期前收缩。
2.自动节律性
(1)自律细胞与自律性
自律性:窦房结P细胞最高(100次/min)>房室结(50次/min)>房室束(40次/min)>末梢浦肯野细胞最低(25次/min)
正常起搏点:窦房结,形成的心脏活动节律称为窦性心律
潜在起搏点:其他自律组织尽管也有起搏能力,但因自律性低,通常受控于窦房结的节律之下,只起兴奋传导作用而不表现出自身的节律性
当正常起搏点或传导障碍时,潜在起搏点的起搏作用将显现出来并转为优势,代替窦房结产生可传播的兴奋,控制心脏的活动,这种异常的起搏部位称为异位起搏点,由异位起搏点引起的心脏活动节律,即异位心律。
窦房结控制潜在起搏点的主要机制
1)抢先占领
2)超速驱动压抑
(2)影响自律性的因素
1)4期自动去极化速度(最重要):4期自动去极速度越快,自律性增高。反之则降低。
2)最大复极电位水平:最大复极电位绝对值减小则距离阈电位越近,自动去极化达到阈电位水平所需的时间缩短,自律性增高;反之降低。
3)阈电位水平:阈电位水平升高,与最大复极电位的距离增大,自动去极化达到阈电位水平所需的时间延长,则自律性降低;反之升高。
3.传导性
概念:指心肌细胞所具有的传导兴奋的能力或特性。 兴奋不仅在同一心肌细胞上传导,心肌细胞之间闰盘处的缝隙连接使兴奋在细胞间快速传导
(1)心脏内兴奋的传播
优势传导通路
房室结区传导速度慢,称房室延搁,使得心房和心室不可能同时收缩,保证心房和心室先后收缩,有利于心室的充盈和射血
兴奋在浦肯野纤维的传导速度最快,达4m/s,将兴奋迅速传至心室肌
(2)影响传导性的因素
1)结构因素:心肌细胞的直径。细胞直径越大,传导速度越快;反之越小
2)生理因素
①0期去极化的速度和幅度:最重要。0期去极化的速度愈快、幅度愈大,兴奋传导愈快
②膜电位水平:静息电位减小时,动作电位上升支的幅度和速度均降低使传导速度减慢或阻滞
③邻旁未兴奋区心肌膜的兴奋性
4.收缩性
(1)同步收缩(“全或无”式收缩):闰盘使所有心肌细胞几乎同步兴奋和收缩。保证心脏各部分能协调工作并有效泵血
(2)不发生强直收缩:心肌兴奋性周期的有效不应期特别长,相当于整个收缩期+舒张早期
(3)高度依赖细胞外Ca2+内流:心肌细胞肌质网不如骨骼肌发达,Ca2+储备量较少
(三)体表心电图
心电图反映生物电的变化,与心脏机械收缩活动无直接关系。
正常心电图的波形及其生理意义
1.P波:反映左右心房去极化
2.QRS波群:反映左右心室去极化。代表兴奋在心室内传播所需的时间
3.T波:反映心室复极化
4.U波:有时在T波后可能出现一个低而宽的波。可能与浦肯野纤维网的复极化有关
5.PR间期(或PQ间期):P波起点到QRS波起点之间的时程,为0.12~0.20秒。代表房室传导时间
6.PR段:P波终点到QRS波起点之间的时段
6.QT间期:QRS波起点到T波终点的时程,代表心室去极化到完全复极化所经历的时间,即整个心室激动的总时程
7.ST段:QRS波终点到T波起点之间的线段。ST段代表心室各部分细胞已全部处于去极化状态,相当于动作电位平台期。ST段异常抬高或压低提示心肌缺血或损伤
第二节 血管生理
一、各类血管的功能和特点
1.弹性储器血管:指主动脉、肺动脉主干及其发出的最大分支。管壁坚厚,富含弹性纤维,有明显的可扩张性和弹性。大动脉的弹性储器作用使心室的间断射血转换为血液在血管内的连续流动,同时减小动脉血压波动
2.分配血管:即中动脉,将血液输送至各器官组织
3.毛细血管前阻力血管:主要指小动脉和微动脉,形成外周阻力
4.毛细血管前括约肌:环绕在真毛细血管起始部的平滑肌,属于阻力血管的一部分。其舒缩活动决定某一时间内毛细血管开放的数量
5.交换血管:指真毛细血管。口径细小,管壁薄,通透性很高,成为血管内血液和血管外组织液之间进行物质交换的主要场所
6.毛细血管后阻力血管:即微静脉,影响组织液的生成
7.容量血管:静脉的数量多,口径粗管壁薄,可扩张性大,故其容量大。储存血液(60%~70%)、调节回心血量
8.短路血管:小动脉和小静脉之间的直接吻合支。主要分布于手指、足趾、耳廓等处的皮肤中,体温调节有关
二
(一)血流量
概念:单位时间内流过血管某一截面的血量
影响因素:血流速度与血流量成正比,与血管的横截面积成反比
(二)血流阻力
概念:血液在血管内流动时所遇到的阻力,称为血流阻力,主要由流动的血液与血管壁之间以及血液内部分子之间的相互摩擦产生
血流阻力(R)与血管的长度(L)和血液的黏滞度(η)成正比,与血管半径(r)的4次方成反比。
血流阻力主要由血管口径和血液黏滞度决定,口径越细、黏滞度越大,则血流阻力越大
血液黏滞度也是影响血流阻力的重要因素。通常全血的黏滞度为水的4~5倍
(三)血压
概念:是指血管内流动的血液对单位面积血管壁的侧压力,也即压强
整个血管系统存在一定的压力差,即动脉血压>毛细血管血压>静脉血压,该压力差是推动血液流动的基本动力
安静状态下,体循环中的小动脉和微动脉因阻力最大,使血压在这一部位降落的幅度也最大,血液通过静脉回流至右心房时压力已接近于零
三、动脉血压
1.动脉血压 及其正常值
动脉血压:通常指的是主动脉血压。通常将由上臂测得的肱动脉压来代表主动脉压
收缩压:心室收缩射血使主动脉压急剧升高,至收缩中期达到最高值
舒张压:心室舒张时,主动脉压下降,在心舒末期动脉血压降到最低值
脉压:收缩压和舒张压的差值称为脉搏压
平均动脉压:一个心动周期中每一瞬间动脉血压的平均值。平均动脉压+舒张压+1/3脉压
我国健康青年人安静状态下的收缩压为100~120mmHg,舒张压为60~80mmHg,脉搏压为30~40mmHg,平均动脉压在100mmHg左右
随年龄增长动脉血压逐渐升高,且收缩压比舒张压升高更显著
2.形成条件
前提条件:足够的血液充盈
基本条件:心脏射血+外周阻力
大动脉的弹性贮器作用:缓冲动脉血压、维持正常收缩压和舒张压、使心室间断射血成为连续射血
3.影响因素
四、静脉血压和 静脉回心血量
(一)静脉血压
1.中心静脉压(CVP)
概念:右心房和胸腔内大静脉的血压,取决于心脏泵血能力和静脉回心血量间相互关系
正常变动范围4~12cmH2O
CVP升高见于
右心衰竭使心脏泵血能力减弱时,右心房和腔静脉淤血
当输血、输液过多、过快时,静脉回心血量增多、回流速度加快
全身静脉收缩、微动脉舒张引起的外周静脉压升高等
CVP降低见于
心脏射血能力增强、有效血容量不足
意义
中心静脉压可反映心脏功能状态和静脉回心血量,是临床上用以判断心血管功能的重要指标,也可作为监测指标控制补液速度和补液量
2.外周静脉压
(二)静脉回心血量 及其影响因素
(1)体循环平均充盈压
反映血管系统充盈程度
当血量增加或容量血管收缩时,体循环平均充盈压升高,静脉回心血量增多
(2)心肌收缩力
心肌收缩力增强时,心舒期室内压低,对心房和大静脉内血液的抽吸力量大,回心血量增多;相反,则回心血量减少
右心衰竭时,心舒期右心室内压较高,血液淤积在右心房和大静脉内,可出现颈外静脉怒张,肝充血肿大,下肢水肿等体征
左心衰竭时,左心房压和肺静脉压升高,可出现肺淤血和肺水肿
(3)骨骼肌挤压作用
骨骼肌和静脉瓣膜一起,对静脉回流起着“泵”的作用,称为“肌肉泵”或“静脉泵”
下肢肌肉进行节律性舒缩活动时,即运动时肌肉泵的作用,可以加速全身血液循环,对心脏泵血起到很好地辅助作用
但若肌肉持续紧张性收缩而非节律性舒缩,则静脉将持续受压,静脉回流反而减少
长久站位或坐位时,下肢静脉缺乏肌肉挤压,可因血液淤积而出现下肢水肿
(4)重力和体位改变
当体位由平卧位转为直立位时,身体低垂部位的静脉因跨壁压增大而扩张,容纳更多的血液,使回心血量减少
长期卧床的患者,由平卧位突然站立时,可因大量血液淤积于下肢,回心血量过小而发生昏厥
(5)呼吸运动
胸膜腔内压低于大气压,称为胸膜腔负压
吸气时,胸膜腔负压增大,回心血量增加,心输出量也相应增加
呼气时,胸膜腔负压减小,回心血量减少
呼吸运动对静脉回流也起着“泵”的作用,称为“呼吸泵”
五、微循环
(一)微循环的组成
组成:微动脉、后微动脉、毛细血管前括约肌、真毛细血管、通血毛细血管(直捷通路)、动-静脉吻合支、微静脉
血流通路
迂回通路:真毛细血管,物质交换作用,轮流开放,同一时间约20%开放
直捷通路:通血毛细血管,保证静脉回心血量,经常开放
动静脉短路:动静脉吻合支,体温调节作用,按需开放,环境温度升高时开放
(二)微循环的调节与功能
1.调节
微动脉和微静脉主要受交感神经支配,毛细血管前括约肌主要受局部体液因素调节
微动脉:起着控制微循环血流量“总闸门”的作用
毛细血管前括约肌:是微循环的“分闸门”或“前闸门”,血液中的肾上腺素与去甲肾上腺素等收缩血管的物质和CO2、乳酸等局部代谢产物分别控制毛细血管前括约肌的收缩和舒张,特别是交替出现的局部代谢产物的积聚和局部氧分压的降低使真毛细血管的开闭轮流交替进行。
微静脉是微循环的“后闸门”
2.功能
实现血液与组织细胞间的物质交换,将血液中各种营养物质和氧气运送给组织细胞,并带走代谢产物
调节器官血流量,维持循环血量和稳定动脉血压
(三)血液和组织液之间的物质交换
组织液是组织、细胞和血液之间进行物质交换的媒介
扩散是血液和组织液之间进行物质交换的最重要方式
液体在静水压和胶体渗透压梯度驱使下由毛细血管内向毛细血管外的移动称为滤过,而液体向相反方向的移动则称为重吸收
六、组织液的生成
组织液绝大部分呈胶冻状,不能自由流动; 组织液中除蛋白质浓度明显低于血浆外,各种离子成分与血浆相同
(一)组织液的生成与回流
有效滤过压=(毛细血管血压+组织液胶体渗透压)-(血浆胶体渗透压+组织液静水压)
总的来说,流经毛细血管的血浆有0.5%~2%在毛细血管动脉端以滤过的方式进入组织间隙,约90%的滤出液在毛细血管静脉端被重吸收,其余约10%(包括滤出的白蛋白分子)进入毛细淋巴管,成为淋巴液
(二)影响因素
毛细血管流体静压增高
毛细血管通透性增高
组织液胶体渗透压增高
血浆胶体渗透压降低
淋巴回流受阻
七、淋巴液的生成和回流:组织液进入淋巴管,即成为淋巴液。淋巴液在淋巴系统内流动称为淋巴循环,淋巴循环是组织液向血液回流的一个重要辅助系统
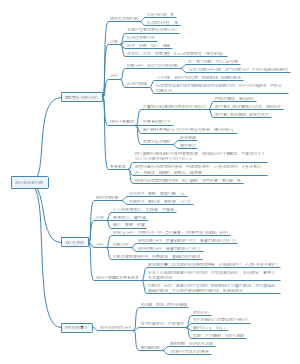
第三节 心血管活动的调节
一、神经调节
(一)心脏和血管
1.心脏
(1)心交感神经
节后神经元释放去甲肾上腺素 主要与心肌细胞膜β受体结合,导致心率加快,房室交界传导加快,心房肌和心室肌收缩能力加强,分别称为正性变时、正性变传导和正性变力作用
β受体阻断剂如普萘洛尔等可阻断心交感神经对心脏的兴奋作用
(2)心迷走神经
节后纤维释放乙酰胆碱 作用于心肌细胞膜的M受体,导致心率减慢,心房肌收缩能力减弱,心房肌不应期缩短,房室传导速度减慢,即负性变时、变力和变传导作用
M受体阻断剂阿托品能阻断心迷走神经对心的抑制作用。
2.血管
(1)缩血管 神经纤维
缩血管神经纤维都属于交感神经。节后神经元释放去甲肾上腺素
去甲肾上腺素与α受体结合的能力强于β受体,缩血管纤维兴奋时引起缩血管效应
皮肤血管中缩血管纤维分布最密,骨骼肌和内脏的血管次之,冠状血管和脑血管中分布较少
人体内多数血管只接受交感缩血管纤维的单一神经支配
(2)舒血管 神经纤维
1)交感舒血管神经纤维:主要分布于骨骼肌,释放乙酰胆碱,使骨骼肌血管舒张,血流量增多;阿托品可阻断其效应
2)副交感舒血管神经纤维:分布于少数器官如脑膜、唾液腺、胃肠外分泌腺和外生殖器等。释放乙酰胆碱,与血管平滑肌的M型胆碱能受体结合,引起血管舒张,只对器官组织局部血流起调节作用
(二)心血管中枢:心血管活动基本中枢在延髓,调节心血管的活动
(三)心血管反射
颈动脉窦和主动脉弓压力感受性反射
颈动脉体和主动脉体化学感受性反射
二、体液调节
(一)肾素-血管紧张素系统
血管紧张素Ⅰ无活性
血管紧张素Ⅱ的作用
①使全身微动脉收缩,血压升高,静脉收缩,回心血量增多
②作用于交感缩血管纤维末梢上的血管紧张素受体,使交感神经末梢释放递质增多
③作用于中枢神经系统内第四脑室后缘区的血管紧张素受体,使交感缩血管紧张加强
④刺激肾上腺皮质球状带细胞合成和释放醛固酮,后者促进肾小管对Na+的重吸收,使循环血量增加
⑤血管紧张素Ⅱ还引起或增强渴觉,导致饮水行为
血管紧张素Ⅲ的缩血管效应仅为血管紧张素Ⅱ的10%~20%,刺激合成和释放醛固酮的作用较强
(二)肾上腺素和去甲肾上腺素
去甲肾上腺素使全身血管收缩,动脉血压升高,反射性的导致心率减慢
(三)血管升压素(VP)
下丘脑视上核和室旁核合成
血管升压素在肾集合管可促进水的重吸收,故又称为抗利尿激素
生理状态下,血浆中血管升压素浓度升高时,先出现抗利尿效应
当其血浆浓度明显高于正常时,才引起血压升高
(四)血管内皮生成的血管活性物质
舒血管物质:前列腺素I2(PGI2)
缩血管物质:内皮素(ET)
(五)激肽释放酶-激肽系统
一类具有舒血管活性的多肽类物质
最常见的有血管舒张素和缓激肽
激肽的作用与组胺相似,可使血管平滑肌舒张和毛细血管通透性增高
(六)心房钠尿肽(ANP)
是由心房肌等多种组织合成和释放的一类多肽
ANP在早期心功能不全的病人血浆中含量增多,作为一种代偿机制,有助于体内Na+和水的排出
心衰病人因心肌细胞各种功能降低,心房肌合成ANP减少,导致Na+和水的潴留
三、局部血流调节
体内各器官的血流量一般取决于器官组织的代谢活动,代谢活动愈强,耗氧愈多,血流量也就愈多
器官血流量主要通过对灌注该器官的阻力血管的口径调节而控制
脑和肾等器官的血流量比较稳定
四、动脉血压的调节
短期调节:指对短时间内发生的血压变化起即刻调节作用,主要是神经调节,包括各种心血管反射,通过调节心肌收缩力和血管外周阻力使动脉血压恢复正常并保持相对稳定
长期调节:当血压在较长时间内(数小时,数天,数月或更长)发生变化时,单纯依靠神经调节不足以将血压调节到正常水平,主要是通过肾脏调节细胞外液量来实现,构成肾-体液控制系统
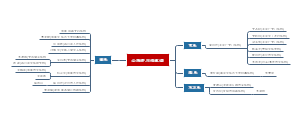
第四节 器官循环
一、冠脉循环
(一)生理特点
1.血压较高,血流量大
2.摄氧率高,耗氧量大
3.血流量受心肌收缩的影响显著
(二)冠脉血流量的调节
对冠脉血流量进行调节的因素中,最重要的是心肌的代谢水平,交感和副交感神经的调节作用是次要的
1.心肌代谢水平(最重要)
冠脉血流量和心肌代谢水平成正比
心肌代谢增强引起冠脉血管舒张的原因主要是由于代谢产物的增加,其中腺苷最重要
腺苷具有强烈的舒张小动脉的作用。腺苷在生成后几秒钟内即被破坏
心肌的其他代谢产物如H+、CO2和乳酸等也能使冠脉舒张,但作用较弱
缓激肽和前列腺素E等体液因素也能使冠脉血管舒张
2.神经调节:冠状动脉受迷走神经和交感神经支配
3.激素调节
肾上腺素和去甲肾上腺素可通过增强心肌的代谢活动和耗氧量使冠脉血流量增加;也可直接作用于冠脉血管α或β肾上腺素能受体,引起冠脉血管收缩或舒张
甲状腺素增多时,心肌代谢加强,耗氧量增加,使冠状动脉舒张,血流量增加
大剂量血管升压素使冠状动脉收缩,冠脉血流量减少
血管紧张素Ⅱ也能使冠状动脉收缩,冠脉血流量减少
二、肺循环的特点
1.血流阻力小、血压低
2.血容量变化大
3.毛细血管的有效滤过压较低
三、脑循环的特点
1.血流量大
2.血流量变化小
3.血-脑脊液屏障和血-脑屏障的存在
血液循环
第一节 心脏生理
一、心脏的泵血功能
(一)心动周期
概念:心脏一次收缩和舒张构成的一个机械活动周期,称为心动周期
正常成人心率75次/min,每个心动周期时程为0.8s
过程
两心房首先收缩持续0.1秒,继而心房舒张持续0.7秒
进入心室收缩期持续0.3秒,随后心室舒张持续0.5秒
心室舒张期的前0.4秒,心房也处于舒张期,该阶段称全心舒张期
注意:当心率增快、心动周期缩短时,心房或心室的收缩期和舒张期均缩短,但舒张期缩短更明显,不利于心肌的休息和血液的充盈,对心脏的持久活动不利
(二)心脏的泵血过程和机制
机制
压力梯度是瓣膜开闭和推动血液单向流动的直接动力
心室肌张缩是压力梯度形成的根本原因
心室充盈量75%靠心室舒张、室内压下降产生的抽吸作用, 约25%靠心房收缩挤压而进一步充盈
1.心室泵血过程
(1)收缩射血
1)等容收缩期:0.05秒,心室内压急剧升高(最快),心室容积最大
2)快速射血期:0.1秒,射出血液量约占总量2/3,心室内压达峰值(最高)
3)减慢射血期:0.15秒,心室内压与主动脉压由峰值逐渐下降
(2)舒张充盈
1)等容舒张期:0.06~0.08秒,室内压急剧下降(最快)
2)快速充盈期:0.11秒,室内压明显降低甚至负压形成抽吸作用,回心血量约占2/3
3)减慢充盈期:0.22秒,心室舒张期的最后0.1秒也是心房收缩期
2.心房在心脏泵血活动中的作用
初级泵
(三)心音
血液循环
第一节 心脏生理
一、心脏的泵血功能
(四)心脏泵血功能的评价
搏出量:一侧心室一次心脏搏动所射出的血液量,搏出量=心舒末期容积(145ml)-心缩末期容积(75ml)
心输出量:是指一侧心室每分钟射出的血液量。心输出量=搏出量×心率,健康成人安静时心输出量为4.5~6.0L/min
心指数:单位体表面积的心输出量。心指数=心输出量/体表面积,分析比较不同个体的心功能
射血分数:搏出量占心室舒张末期容积的百分比。射血分数=搏出量/心室舒张末期容积,正常约55%-65%
心力储备:心输出量随机体代谢需要而增加的能力
(五)心脏泵血功能的调节—影响心输出量的因素
心输出量=搏出量×心率
搏出量
取决于心室前负荷、后负荷和心肌收缩能力
心率
在一定范围内增快时可增加每分输出量
1.前负荷
(1)前负荷 与异长自身调节
概念:心室舒张末期充盈量,即心室舒张末期容积或压力
前负荷的大小决定了心室肌纤维收缩前的初长度,影响心肌收缩力
(2)影响因素
1)静脉回心血量
2)射血后心室内剩余血量
2.后负荷
概念:肌肉开始收缩时遇到的负荷,即大动脉血压
当大动脉血压升高时,等容收缩期延长而射血期缩短,使搏出量减少
3.心肌收缩能力
概念:心肌不依赖于前负荷和后负荷而能改变其收缩强度和速度等力学活动的内在特性
通过改变心肌收缩能力(与初长度无关)而实现的心脏泵血功能调节称为等长调节
在同一初长度下,心肌可以通过增加活化的横桥数目来增强心肌收缩力
影响搏出量
4.心率
安静状态下,正常成年人的心率为60~100次/min,平均75次/min
在一定范围内(40-180次/min),心率加快能增加心输出量
>180次/min ⇨心动周期缩短(尤其心舒期) ⇨充盈量↓⇨每搏出量↓⇨心输出量↓ <40次/min ⇨心动周期延长(尤其心舒期) ⇨充盈量达极限而心率太慢⇨心输出量↓ 体温升高1℃,心率加快12~18次/min
血液循环
第一节 心脏生理
二、心肌的生物电现象和生理特性
(一)心肌细胞的生物电现象
工作细胞
静息 电位
K+外流形成,但同时存在少量Na+内流,使实际数值略低于公式计算的K+平衡电位
动作 电位
0期(去极化)
快Na+通道开放,Na+内流增加
1期(快速复极初期)
快Na+通道关闭,一过性K+外流增加
2期(平台期)
Ca2+内流、K+外流
特征
动作电位时程
3期(快速复极末期)
Ca2+内流停止,K+外流增多
4期(静息期)
钠泵(将Na+排出细胞外,摄入K+)
Na+-Ca2+交换体(将Ca2+排出细胞外)
钙泵(将少量Ca2+排出细胞外)
自律细胞
窦房结细胞 动作电位
0期:Ca2+钙内流,去极速度慢,时程长,无超射
3期:K+外流
4期自动去极化
K+外流递减
Na+内流进行性增强
Ca2+内流快速衰减
浦肯野细胞 动作电位
0期:Na+内流
1期:K+外流
2期:Ca2+内流 ≈ K+外流
3期:K+外流
与心室肌细胞相同
4期自动去极化
K+外流进行性衰减(微弱)
Na+内流进行性增强(主要)
特点
没有稳定静息电位,4期自动去极化,存在最大复极电位
(二)体表心电图
心电图反映生物电的变化,与心脏机械收缩活动无直接关系。
正常心电图的波形及其生理意义
1.P波:反映左右心房去极化
2.QRS波群:反映左右心室去极化。代表兴奋在心室内传播所需的时间
3.T波:反映心室复极化
4.U波:有时在T波后可能出现一个低而宽的波。可能与浦肯野纤维网的复极化有关
5.PR间期(或PQ间期):P波起点到QRS波起点之间的时程,为0.12~0.20秒。代表房室传导时间
6.PR段:P波终点到QRS波起点之间的时段
6.QT间期:QRS波起点到T波终点的时程,代表心室去极化到完全复极化所经历的时间,即整个心室激动的总时程
7.ST段:QRS波终点到T波起点之间的线段。ST段代表心室各部分细胞已全部处于去极化状态,相当于动作电位平台期。ST段异常抬高或压低提示心肌缺血或损伤
血液循环
第一节 心脏生理
二、心肌的生物电现象和生理特性
(三)心肌生理特性
1.兴奋性
(1)影响因素
1)静息电位或最大复极电位
2)阈电位水平
3)引起0期去极化的离子通道性状:处于备用状态的通道可被激活是兴奋产生的前提
(2)心肌细胞一次兴奋过程中兴奋性的周期性变化
有效不应期=绝对不应期+局部反应期:0期→3期-60mv,任何刺激不产生动作电位
相对不应期:3期-60mv→-80mv,阈上刺激能产生动作电位
超常期:3期-80mv→-90mv,阈下刺激能产生动作电位
(3)兴奋性的周期性变化与收缩活动的关系
心肌细胞有效不应期特别长,相当于整个收缩期+舒张早期,保证心肌不发生强直收缩
如果在心室肌的有效不应期后、下一次窦房结兴奋到达前,心室受到一次外来刺激,则可提前产生一次兴奋和收缩,分别称为期前兴奋和期前收缩
2.自动节律性
(1)自律细胞与自律性
自律性:窦房结P细胞(100次/min)>房室结(50次/min)>房室束(40次/min)>末梢浦肯野细胞(25次/min)
窦房结控制潜在起搏点的主要机制
1)抢先占领
2)超速驱动压抑
(2)影响自律性的因素
1)4期自动去极化速度(最重要):4期自动去极速度越快,自律性增高
2)最大复极电位水平:最大复极电位绝对值减小则距离阈电位越近,自律性增高
3)阈电位水平:阈电位水平升高,与最大复极电位的距离增大,自律性降低
3.传导性
概念:指心肌细胞所具有的传导兴奋的能力或特性
(1)心脏内兴奋的传播
优势传导通路
房室结区传导速度慢(房室延搁),保证心房和心室先后收缩,有利于心室充盈和射血
兴奋在浦肯野纤维的传导速度最快
(2)影响因素
1)结构因素:心肌细胞的直径。细胞直径越大,传导速度越快;反之越小
2)生理因素
①0期去极化的速度和幅度:速度愈快、幅度愈大,兴奋传导愈快
②膜电位水平
③邻旁未兴奋区心肌膜的兴奋性
4.收缩性
(1)同步收缩(“全或无”式收缩):闰盘的作用。保证心脏各部分能协调工作并有效泵血
(2)不发生强直收缩:心肌兴奋性周期的有效不应期特别长,相当于整个收缩期+舒张早期
(3)高度依赖细胞外Ca2+内流:心肌细胞肌质网不如骨骼肌发达,Ca2+储备量较少
血液循环
第二节 血管生理
一、各类血管的功能和特点
1.弹性储器血管:指主动脉、肺动脉主干及其发出的最大分支。管壁坚厚,富含弹性纤维,有明显的可扩张性和弹性。大动脉的弹性储器作用使心室的间断射血转换为血液在血管内的连续流动,同时减小动脉血压波动
2.分配血管:即中动脉,将血液输送至各器官组织
3.毛细血管前阻力血管:主要指小动脉和微动脉,形成外周阻力
4.毛细血管前括约肌:环绕在真毛细血管起始部的平滑肌,属于阻力血管的一部分。其舒缩决定某一时间内毛细血管开放的数量
5.交换血管:指真毛细血管。口径细小,管壁薄,通透性很高,成为血管内血液和血管外组织液之间进行物质交换的主要场所
6.毛细血管后阻力血管:即微静脉,影响组织液的生成
7.容量血管:静脉的数量多,口径粗管壁薄,可扩张性大,故其容量大。储存血液(60%~70%)、调节回心血量
8.短路血管:小动脉和小静脉之间的直接吻合支。主要分布于手指、足趾、耳廓等处的皮肤中,体温调节有关
二
(一)血流量
概念:单位时间内流过血管某一截面的血量
影响因素:血流速度与血流量成正比,与血管的横截面积成反比
(二)血流阻力
概念:血液在血管内流动时所遇到的阻力,来自流动的血液与血管壁之间以及血液内部分子之间的摩擦
血流阻力(R)与血管的长度(L)和血液的黏滞度(η)成正比,与血管半径(r)的4次方成反比。
(三)血压
概念:是指血管内流动的血液对单位面积血管壁的侧压力,也即压强
动脉血压>毛细血管血压>静脉血压,该压力差是推动血液流动的基本动力
小动脉和微动脉因阻力最大,使血压在这一部位降落的幅度也最大,血液通过静脉回流至右心房时压力已接近于零
三、动脉血压
1.动脉血压及其正常值
动脉血压:通常指的是主动脉血压。通常将由上臂测得的肱动脉压来代表主动脉压
收缩压(SP):心室收缩射血使主动脉压急剧升高,至收缩中期达到最高值
舒张压(DP):心室舒张时,主动脉压下降,在心舒末期动脉血压降到最低值
脉压:收缩压和舒张压的差值称为脉搏压
平均动脉压:一个心动周期中每一瞬间动脉血压的平均值。平均动脉压+舒张压+1/3脉压
我国健康青年人安静状态下的收缩压为100~120mmHg,舒张压为60~80mmHg,脉搏压为30~40mmHg,平均动脉压100mmHg左右
随年龄增长动脉血压逐渐升高,且收缩压比舒张压升高更显著
2.形成条件
前提条件:足够的血液充盈
基本条件:心脏射血+外周阻力
大动脉的弹性贮器作用:缓冲动脉血压、维持正常收缩压和舒张压、使心室间断射血成为连续射血
3.影响因素
血液循环
第二节 血管生理
四、静脉血压和静脉回心血量
(一)静脉血压
1.中心静脉压(CVP)
概念:右心房和胸腔内大静脉的血压,取决于心脏泵血能力和静脉回心血量间相互关系
正常4~12cmH2O
CVP升高见于
右心衰竭使心脏泵血能力减弱时,右心房和腔静脉淤血
当输血、输液过多、过快时,静脉回心血量增多、回流速度加快
全身静脉收缩、微动脉舒张引起的外周静脉压升高等
CVP降低见于
心脏射血能力增强、有效血容量不足
意义
中心静脉压是临床上用以判断心血管功能的重要指标,也可作为监测指标控制补液速度和补液量
2.外周静脉压
(二)静脉回心血量及其影响因素
(1)体循环平均充盈压
反映血管系统充盈程度
当血量增加或容量血管收缩时,体循环平均充盈压升高,静脉回心血量增多
(2)心肌收缩力
心肌收缩力增强时,心舒期室内压低,对心房和大静脉内血液的抽吸力量大,回心血量增多
右心衰竭时,血液淤积在右心房和大静脉内,可出现颈外静脉怒张,肝充血肿大,下肢水肿等体征
左心衰竭时,左心房压和肺静脉压升高,可出现肺淤血和肺水肿
(3)骨骼肌挤压作用
骨骼肌和静脉瓣膜一起,对静脉回流起着“泵”的作用,称为“肌肉泵”或“静脉泵”
下肢肌肉进行节律性舒缩活动时,可加速全身血液循环,对心脏泵血起到很好地辅助作用
但若肌肉持续紧张性收缩而非节律性舒缩,则静脉将持续受压,静脉回流反而减少
长久站位或坐位时,下肢静脉缺乏肌肉挤压,可因血液淤积而出现下肢水肿
(4)重力和体位改变
当体位由平卧位转为直立位时,回心血量减少
(5)呼吸运动
胸膜腔内压低于大气压,称为胸膜腔负压
吸气时,胸膜腔负压增大,回心血量增加,心输出量也相应增加
呼气时,胸膜腔负压减小,回心血量减少
呼吸运动对静脉回流也起着“泵”的作用,称为“呼吸泵”
五、微循环
(一)微循环的组成
组成:微动脉、后微动脉、毛细血管前括约肌、真毛细血管、通血毛细血管(直捷通路)、动-静脉吻合支、微静脉
血流通路
迂回通路:真毛细血管,物质交换作用,轮流开放,同一时间约20%开放
直捷通路:通血毛细血管,保证静脉回心血量,经常开放
动静脉短路:动静脉吻合支,体温调节作用,按需开放,环境温度升高时开放
(二)微循环的调节与功能
1.调节
微动脉和微静脉主要受交感神经支配,毛细血管前括约肌主要受局部体液因素调节
微动脉:起着控制微循环血流量“总闸门”的作用
毛细血管前括约肌:是微循环的“分闸门”或“前闸门”,交替出现的局部代谢产物的积聚和局部氧分压的降低使真毛细血管的开闭轮流交替进行
微静脉是微循环的“后闸门”
2.功能
实现血液与组织细胞间的物质交换
调节器官血流量,维持循环血量和稳定动脉血压
六、组织液的生成
组织液绝大部分呈胶冻状,不能自由流动; 组织液中除蛋白质浓度明显低于血浆外,各种离子成分与血浆相同
(一)组织液的生成与回流
有效滤过压=(毛细血管血压+组织液胶体渗透压)-(血浆胶体渗透压+组织液静水压)
流经毛细血管的血浆有0.5%~2%进入组织间隙,约90%的滤出液被重吸收,其余约10%成为淋巴液
(二)影响因素
毛细血管流体静压增高
毛细血管通透性增高
组织液胶体渗透压增高
血浆胶体渗透压降低
淋巴回流受阻
血液循环
第三节 心血管活动的调节
一、神经调节
(一)心脏和血管
1.心脏
(1)心交感神经
节后神经元释放去甲肾上腺素 主要与心肌细胞膜β受体结合,导致正性变时、变传导和变力作用
β受体阻断剂如普萘洛尔等可阻断心交感神经对心脏的兴奋作用
(2)心迷走神经
节后纤维释放乙酰胆碱 作用于心肌细胞膜的M受体,导致负性变时、变力和变传导作用
M受体阻断剂阿托品能阻断心迷走神经对心的抑制作用
2.血管
(二)心血管中枢:心血管活动基本中枢在延髓,调节心血管的活动
(三)心血管反射
颈动脉窦和主动脉弓压力感受性反射
颈动脉体和主动脉体化学感受性反射
血液循环
第三节 心血管活动的调节
二、体液调节
(一)肾素-血管紧张素系统
血管紧张素Ⅰ:无活性
血管紧张素Ⅱ的作用
①使全身微动脉收缩,血压升高,静脉收缩,回心血量增多
②作用于交感缩血管纤维末梢上的血管紧张素受体,使交感神经末梢释放递质增多
③作用于中枢神经系统内第四脑室后缘区的血管紧张素受体,使交感缩血管紧张加强
④刺激肾上腺皮质球状带细胞合成和释放醛固酮,后者促进肾小管对Na+的重吸收,使循环血量增加
⑤血管紧张素Ⅱ还引起或增强渴觉,导致饮水行为
血管紧张素Ⅲ:缩血管效应仅为血管紧张素Ⅱ的10%~20%,刺激合成和释放醛固酮的作用较强
(二)肾上腺素和去甲肾上腺素
去甲肾上腺素使全身血管收缩,动脉血压升高,反射性的导致心率减慢
(三)血管升压素(VP)
下丘脑视上核和室旁核合成
VP在肾集合管可促进水的重吸收,故又称为抗利尿激素(ADH)
生理状态下,血管升压素浓度升高时,先出现抗利尿效应
当其血浆浓度明显高于正常时,才引起血压升高
(四)血管内皮生成的血管活性物质
舒血管物质:前列腺素I2(PGI2)
缩血管物质:内皮素(ET)
(五)激肽释放酶-激肽系统
一类具有舒血管活性的多肽类物质
最常见的:血管舒张素和缓激肽
激肽:可使血管平滑肌舒张和毛细血管通透性增高
(六)心房钠尿肽(ANP)
由心房肌等多种组织合成和释放的一类多肽
ANP在早期心功能不全的病人血浆中含量增多,有助于体内Na+和水的排出
心衰病人因心肌细胞各种功能降低,心房肌合成ANP减少,导致Na+和水的潴留
三、局部血流调节
体内各器官的血流量一般取决于器官组织的代谢活动,代谢活动愈强,耗氧愈多,血流量也就愈多
器官血流量主要通过对灌注该器官的阻力血管的口径调节而控制
脑和肾等器官的血流量比较稳定
四、动脉血压的调节
短期调节:指对短时间内发生的血压变化起即刻调节作用,主要是神经调节,包括各种心血管反射
长期调节:当血压在较长时间内(数小时,数天,数月或更长)发生变化时,单纯依靠神经调节不足以将血压调节到正常水平,主要是通过肾脏调节细胞外液量来实现,构成肾-体液控制系统
血液循环
第四节 器官循环
一、冠脉循环
(一)生理特点
1.血压较高,血流量大
2.摄氧率高,耗氧量大
3.血流量受心肌收缩的影响显著
(二)冠脉血流量的调节
对冠脉血流量进行调节的因素中,最重要的是心肌的代谢水平,交感和副交感神经的调节作用是次要的
1.心肌代谢水平(最重要)
冠脉血流量和心肌代谢水平成正比
心肌代谢增强引起冠脉血管舒张的原因主要是由于代谢产物的增加,其中腺苷最重要
腺苷具有强烈的舒张小动脉的作用。腺苷在生成后几秒钟内即被破坏
心肌的其他代谢产物如H+、CO2和乳酸等也能使冠脉舒张,但作用较弱
缓激肽和前列腺素E等体液因素也能使冠脉血管舒张
2.神经调节:冠状动脉受迷走神经和交感神经支配
3.激素调节
肾上腺素和去甲肾上腺素可通过增强心肌的代谢活动和耗氧量使冠脉血流量增加;也可直接作用于冠脉血管α或β肾上腺素能受体,引起冠脉血管收缩或舒张
甲状腺素增多时,心肌代谢加强,耗氧量增加,使冠状动脉舒张,血流量增加
大剂量血管升压素使冠状动脉收缩,冠脉血流量减少
血管紧张素Ⅱ也能使冠状动脉收缩,冠脉血流量减少
二、肺循环的特点
1.血流阻力小、血压低
2.血容量变化大
3.毛细血管的有效滤过压较低
三、脑循环的特点
1.血流量大
2.血流量变化小
3.血-脑脊液屏障和血-脑屏障的存在
血液循环
第一节 心脏生理
一、心脏的泵血功能
(一)心脏的泵血过程和机制
机制
心室肌的张缩是引起室内压升降、导致心房和心室之间、心室和主动脉之间压力梯度形成的根本原因
压力梯度则是瓣膜开闭和推动血液由心房、心室再至主动脉单向流动的直接动力
心室充盈量75%依靠心室舒张、室内压下降产生的抽吸作用,约25%依靠心房收缩挤压而进一步充盈
1.心室的泵血过程
(1)收缩射血
1)等容收缩期:0.05秒,心室收缩而容积不变,心室内压急剧升高(最快),心室容积最大
2)快速射血期:0.1秒,射出血液量约占总量2/3,心室内压达峰值(最高),主动脉压亦随之升高
3)减慢射血期:0.15秒,心室内压与主动脉压由峰值逐渐下降,尽管室内压已略低于主动脉内压,但心室内的血液靠较大的动能逆着压力梯度继续进入主动脉
(2)舒张充盈
1)等容舒张期:持续0.06~0.08秒,室内压急剧下降(最快)但心室容积保持最小不变
2)快速充盈期:持续0.11秒,室内压明显降低甚至负压,形成“抽吸”作用,使心室容积迅速增大,此期流入心室的血液量约占心室总充盈量的2/3
3)减慢充盈期:持续约0.22秒,心室舒张期的最后0.1秒也是心房收缩期,心房收缩使心室完成最后进一步的充盈,继而心室活动进入下一个心动周期
2.心房在心脏泵血活动中的作用
心房在心脏泵血活动中起初级泵作用。 心房收缩缺失时,不利于静脉血回流,而且房泵作用减弱使应急状态时的心输出量降低而损害心泵功能。
血液循环
第一节 心脏生理
一、心脏的泵血功能
(二)心动周期
概念:心脏一次收缩和舒张构成的一个机械活动周期,称为心动周期
通常指的是心室活动周期。以心房收缩作为心动周期的起点
心动周期时程与心率成反比。正常成年人心率为75次/min,每个心动周期时程为0.8秒
过程
一个心动周期中,两心房首先收缩持续0.1秒,继而心房舒张持续0.7秒
心房开始舒张后,进入心室收缩期持续0.3秒,随后心室舒张持续0.5秒
在心室舒张期的前0.4秒,心房也处于舒张期内,故该阶段称为全心舒张期
注意:当心率增快、心动周期缩短时,心房或心室的收缩期和舒张期均缩短,但舒张期缩短更明显,不利于心肌的休息和血液的充盈,对心脏的持久活动不利
(三)心音
(四)心脏泵血功能的评价
每搏输出量(搏出量):是指一侧心室一次心脏搏动所射出的血液量,搏出量=心舒末期容积(145ml)-心缩末期容积(75ml)
每分输出量(心输出量):是指一侧心室每分钟射出的血液量。心输出量=搏出量×心率
心指数:单位体表面积的心输出量。心指数=心输出量/体表面积,分析比较不同个体的心功能
射血分数:搏出量占心室舒张末期容积的百分比。射血分数=搏出量/心室舒张末期容积,正常约55%-65%
心力储备:心输出量随机体代谢需要而增加的能力。健康成人安静时心输出量为4.5~6.0L/min,剧烈运动达30L/min,是安静时的5~6倍
(五)心脏泵血功能的储备:心输出量随机体代谢需要而增加的能力称为心泵功能储备或心力储备
血液循环
第一节 心脏生理
一、心脏的泵血功能
(六)心脏泵血功能的调节—影响心输出量的因素
心输出量=搏出量×心率
搏出量
取决于心室前负荷、后负荷和心肌收缩能力
心率
在一定范围内增快时可增加每分输出量
1.前负荷
(1)前负荷 与异长自身调节
心室肌的前负荷:心室舒张末期充盈量,即心室舒张末期容积或压力
与骨骼肌类似,前负荷的大小决定了心室肌纤维收缩前的初长度,影响心肌收缩力
这种通过改变心肌初长度而改变心肌收缩力的调节,称为异长自身调节
(2)影响因素
1)静脉回心血量:受心室充盈时间、静脉回流速度、心包内压和心室顺应性等影响
2)射血后心室内剩余血量:心室充盈量实际上并不一定增加
2.后负荷
概念:肌肉开始收缩时才遇到的负荷,即大动脉血压
在其他不变的情况下,当大动脉血压升高时,等容收缩期延长而射血期缩短,使搏出量减少;相反,当动脉血压降低时,则搏出量增加
3.心肌收缩能力
概念:心肌不依赖于前负荷和后负荷而能改变其收缩强度和速度等力学活动的内在特性
这种通过改变心肌收缩能力这个与初长度无关的因素而实现的心脏泵血功能调节称为等长调节
在同一初长度下,心肌可以通过增加活化的横桥数目来增强心肌收缩力
影响搏出量
4.心率
安静状态下,正常成年人的心率为60~100次/min,平均75次/min
在一定范围内(40-180),心率加快能增加心输出量
>180次/min ⇨心动周期缩短(尤其心舒期) ⇨充盈量↓⇨每搏出量↓⇨心输出量↓ <40次/min ⇨心动周期延长(尤其心舒期) ⇨充盈量达极限而心率太慢⇨心输出量↓ 心率随体温升高而加快,一般体温升高1℃,心率加快12~18次/min。
心率过快或过慢 都使心输出量降低
血液循环
第一节 心脏生理
二、心肌的生物电现象和生理特性
(一)心肌细胞的生物电现象
工作细胞
心房肌、 心室肌细胞
静息 电位
由K+外流形成,实际数值略低于公式计算的K+平衡电位
动作 电位
0期(去极化)
快Na+通道开放,Na+内流增加
1期(快速复极初期)
快Na+通道关闭,一过性K+外流增加
2期(平台期)
Ca2+内流、K+外流
特征
3期(快速复极末期)
Ca2+内流停止,K+外流增多
4期(静息期)
钠泵(将Na+排出细胞外,摄入K+)
Na+-Ca2+交换体(将Ca2+排出细胞外)
钙泵(将少量Ca2+排出细胞外)
自律细胞
窦房结细胞 动作电位
0期:Ca2+钙内流,去极速度慢,时程长,无超射
3期:K+外流
4期自动去极化
K+外流递减
Na+内流进行性增强
Ca2+内流快速衰减
浦肯野细胞 动作电位
0期:Na+内流
1期:K+外流
2期:Ca2+内流 ≈ K+外流
3期:K+外流
与心室肌细胞相同
4期自动去极化
K+外流进行性衰减(微弱)
Na+内流进行性增强(主要)
特点
没有稳定静息电位,4期自动去极化,存在最大复极电位
血液循环
第一节 心脏生理
二、心肌的生物电现象和生理特性
(二)心肌生理特性
1.兴奋性
(1)影响因素
1)静息电位或最大复极电位
2)阈电位水平
3)引起0期去极化的离子通道性状:处于备用状态的通道可被激活是兴奋产生的前提
(2)心肌细胞一次兴奋过程中兴奋性的周期性变化
有效不应期=绝对不应期+局部反应期:0期→3期-60mv,任何刺激不产生动作电位
相对不应期:3期-60mv→-80mv,阈上刺激能产生动作电位
超常期:3期-80mv→-90mv,阈下刺激能产生动作电位
(3)兴奋性的周期性变化与收缩活动的关系
心肌细胞有效不应期特别长,相当于整个收缩期+舒张早期,保证心肌不发生强直收缩
2.自动节律性
(1)自律细胞与自律性
自律性:窦房结P细胞最高(100次/min)>房室结(50次/min)>房室束(40次/min)>末梢浦肯野细胞最低(25次/min)
正常起搏点:窦房结,形成的心脏活动节律称为窦性心律
潜在起搏点:其他自律组织尽管也有起搏能力,但因自律性低,通常受控于窦房结的节律之下,只起兴奋传导作用而不表现出自身的节律性
(2)影响自律性的因素
1)4期自动去极化速度(最重要):4期自动去极速度越快,自律性增高。反之则降低。
2)最大复极电位水平:最大复极电位绝对值减小则距离阈电位越近,自动去极化达到阈电位水平所需的时间缩短,自律性增高;反之降低。
3)阈电位水平:阈电位水平升高,与最大复极电位的距离增大,自动去极化达到阈电位水平所需的时间延长,则自律性降低;反之升高。
3.传导性
概念:指心肌细胞所具有的传导兴奋的能力或特性
(1)心脏内兴奋的传播
优势传导通路
房室结区传导速度慢,称房室延搁,使得心房和心室不可能同时收缩,保证心房和心室先后收缩,有利于心室的充盈和射血
兴奋在浦肯野纤维的传导速度最快,达4m/s,将兴奋迅速传至心室肌
(2)影响传导性的因素
1)结构因素:心肌细胞的直径。细胞直径越大,传导速度越快;反之越小
2)生理因素
①0期去极化的速度和幅度:最重要。0期去极化的速度愈快、幅度愈大,兴奋传导愈快
②膜电位水平:静息电位减小时,动作电位上升支的幅度和速度均降低使传导速度减慢或阻滞
③邻旁未兴奋区心肌膜的兴奋性
4.收缩性
(1)同步收缩(“全或无”式收缩):闰盘使所有心肌细胞几乎同步兴奋和收缩。保证心脏各部分能协调工作并有效泵血
(2)不发生强直收缩:心肌兴奋性周期的有效不应期特别长,相当于整个收缩期+舒张早期
(3)高度依赖细胞外Ca2+内流:心肌细胞肌质网不如骨骼肌发达,Ca2+储备量较少
血液循环
第一节 心脏生理
二、心肌的生物电现象和生理特性
(三)体表心电图
心电图反映生物电的变化,与心脏机械收缩活动无直接关系。
正常心电图的波形及其生理意义
1.P波:反映左右心房去极化
2.QRS波群:反映左右心室去极化。代表兴奋在心室内传播所需的时间
3.T波:反映心室复极化
4.U波:有时在T波后可能出现一个低而宽的波。可能与浦肯野纤维网的复极化有关
5.PR间期(或PQ间期):P波起点到QRS波起点之间的时程,为0.12~0.20秒。代表房室传导时间
6.PR段:P波终点到QRS波起点之间的时段
6.QT间期:QRS波起点到T波终点的时程,代表心室去极化到完全复极化所经历的时间,即整个心室激动的总时程
7.ST段:QRS波终点到T波起点之间的线段。ST段代表心室各部分细胞已全部处于去极化状态,相当于动作电位平台期。ST段异常抬高或压低提示心肌缺血或损伤
血液循环
第二节 血管生理
一、各类血管的功能和特点
1.弹性储器血管:指主动脉、肺动脉主干及其发出的最大分支。管壁坚厚,富含弹性纤维,有明显的可扩张性和弹性。大动脉的弹性储器作用使心室的间断射血转换为血液在血管内的连续流动,同时减小动脉血压波动
2.分配血管:即中动脉,将血液输送至各器官组织
3.毛细血管前阻力血管:主要指小动脉和微动脉,形成外周阻力
4.毛细血管前括约肌:环绕在真毛细血管起始部的平滑肌,属于阻力血管的一部分。其舒缩活动决定某一时间内毛细血管开放的数量
5.交换血管:指真毛细血管。口径细小,管壁薄,通透性很高,成为血管内血液和血管外组织液之间进行物质交换的主要场所
6.毛细血管后阻力血管:即微静脉,影响组织液的生成
7.容量血管:静脉的数量多,口径粗管壁薄,可扩张性大,故其容量大。储存血液(60%~70%)、调节回心血量
8.短路血管:小动脉和小静脉之间的直接吻合支。主要分布于手指、足趾、耳廓等处的皮肤中,体温调节有关
二
血压
概念:是指血管内流动的血液对单位面积血管壁的侧压力,也即压强
整个血管系统存在一定的压力差,即动脉血压>毛细血管血压>静脉血压,该压力差是推动血液流动的基本动力
安静状态下,体循环中的小动脉和微动脉因阻力最大,使血压在这一部位降落的幅度也最大,血液通过静脉回流至右心房时压力已接近于零
通常所说的血压指的是动脉血压
血液循环
第二节 血管生理
三、动脉血压
1.动脉血压 及其正常值
动脉血压:通常指的是主动脉血压。通常将由上臂测得的肱动脉压来代表主动脉压
收缩压:心室收缩射血使主动脉压急剧升高,至收缩中期达到最高值
舒张压:心室舒张时,主动脉压下降,在心舒末期动脉血压降到最低值
脉压:收缩压和舒张压的差值称为脉搏压
平均动脉压:一个心动周期中每一瞬间动脉血压的平均值。平均动脉压+舒张压+1/3脉压
我国健康青年人安静状态下的收缩压为100~120mmHg,舒张压为60~80mmHg,脉搏压为30~40mmHg,平均动脉压在100mmHg左右
随年龄增长动脉血压逐渐升高,且收缩压比舒张压升高更显著
2.形成条件
前提条件:足够的血液充盈
基本条件:心脏射血+外周阻力
大动脉的弹性贮器作用:缓冲动脉血压、维持正常收缩压和舒张压、使心室间断射血成为连续射血
3.影响因素
1.心脏每搏输出量(收缩后的高低主要反映每搏输出量的大小):每搏量↑,收缩压↑,脉压↑(舒张压升高不明显)
2.心率:心率↑,舒张压↑,脉压↓(收缩压升高不明显)
3.外周血管阻力(舒张压的高低主要反映外周阻力的大小):外周阻力↑,舒张压↑,脉压↓(收缩压升高不明显)
4.主动脉和大动脉的顺应性:老年人动脉硬化,大动脉弹性储器作用↓,收缩压↑而舒张压↓,脉压明显增大,血压波动大
5.循环血量和血管容量的比例:失血时↑,循环血量↓,动脉压↓
血液循环
第二节 血管生理
四、静脉血压和 静脉回心血量
(一)静脉血压
1.中心静脉压(CVP)
概念:右心房和胸腔内大静脉的血压,取决于心脏泵血能力和静脉回心血量间相互关系
正常变动范围4~12cmH2O
CVP升高见于
右心衰竭使心脏泵血能力减弱时,右心房和腔静脉淤血
当输血、输液过多、过快时,静脉回心血量增多、回流速度加快
全身静脉收缩、微动脉舒张引起的外周静脉压升高等
CVP降低见于
心脏射血能力增强、有效血容量不足
意义
中心静脉压可反映心脏功能状态和静脉回心血量,是临床上用以判断心血管功能的重要指标,也可作为监测指标控制补液速度和补液量
2.外周静脉压
(二)静脉回心血量 及其影响因素
(1)体循环平均充盈压
反映血管系统充盈程度
当血量增加或容量血管收缩时,体循环平均充盈压升高,静脉回心血量增多
(2)心肌收缩力
心肌收缩力增强时,心舒期室内压低,对心房和大静脉内血液的抽吸力量大,回心血量增多;相反,则回心血量减少
右心衰竭时,心舒期右心室内压较高,血液淤积在右心房和大静脉内,可出现颈外静脉怒张,肝充血肿大,下肢水肿等体征
左心衰竭时,左心房压和肺静脉压升高,可出现肺淤血和肺水肿
(3)骨骼肌挤压作用
骨骼肌和静脉瓣膜一起,对静脉回流起着“泵”的作用,称为“肌肉泵”或“静脉泵”
下肢肌肉进行节律性舒缩活动时,即运动时肌肉泵的作用,可以加速全身血液循环,对心脏泵血起到很好地辅助作用
但若肌肉持续紧张性收缩而非节律性舒缩,则静脉将持续受压,静脉回流反而减少
长久站位或坐位时,下肢静脉缺乏肌肉挤压,可因血液淤积而出现下肢水肿
(4)重力和体位改变
当体位由平卧位转为直立位时,身体低垂部位的静脉因跨壁压增大而扩张,容纳更多的血液,使回心血量减少
长期卧床的患者,由平卧位突然站立时,可因大量血液淤积于下肢,回心血量过小而发生昏厥
(5)呼吸运动
胸膜腔内压低于大气压,称为胸膜腔负压
吸气时,胸膜腔负压增大,回心血量增加,心输出量也相应增加
呼气时,胸膜腔负压减小,回心血量减少
呼吸运动对静脉回流也起着“泵”的作用,称为“呼吸泵”
血液循环
第二节 血管生理
五、微循环
(一)微循环的组成
组成:微动脉、后微动脉、毛细血管前括约肌、真毛细血管、通血毛细血管(直捷通路)、动-静脉吻合支、微静脉
血流通路
迂回通路:真毛细血管,物质交换作用,轮流开放,同一时间约20%开放
直捷通路:通血毛细血管,保证静脉回心血量,经常开放
动静脉短路:动静脉吻合支,体温调节作用,按需开放,环境温度升高时开放
(二)微循环的调节与功能
1.调节
微动脉和微静脉主要受交感神经支配,毛细血管前括约肌主要受局部体液因素调节
微动脉:起着控制微循环血流量“总闸门”的作用
毛细血管前括约肌:是微循环的“分闸门”或“前闸门”,血液中的肾上腺素与去甲肾上腺素等收缩血管的物质和CO2、乳酸等局部代谢产物分别控制毛细血管前括约肌的收缩和舒张,特别是交替出现的局部代谢产物的积聚和局部氧分压的降低使真毛细血管的开闭轮流交替进行。
微静脉是微循环的“后闸门”
2.功能
实现血液与组织细胞间的物质交换,将血液中各种营养物质和氧气运送给组织细胞,并带走代谢产物
调节器官血流量,维持循环血量和稳定动脉血压
(三)血液和组织液之间的物质交换
组织液是组织、细胞和血液之间进行物质交换的媒介
扩散是血液和组织液之间进行物质交换的最重要方式
液体在静水压和胶体渗透压梯度驱使下由毛细血管内向毛细血管外的移动称为滤过,而液体向相反方向的移动则称为重吸收
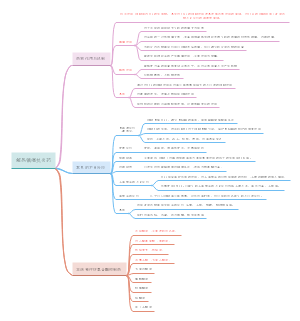
六、组织液的生成
组织液绝大部分呈胶冻状,不能自由流动; 组织液中除蛋白质浓度明显低于血浆外,各种离子成分与血浆相同
(一)组织液的生成与回流
有效滤过压=(毛细血管血压+组织液胶体渗透压)-(血浆胶体渗透压+组织液静水压)
总的来说,流经毛细血管的血浆有0.5%~2%在毛细血管动脉端以滤过的方式进入组织间隙,约90%的滤出液在毛细血管静脉端被重吸收,其余约10%(包括滤出的白蛋白分子)进入毛细淋巴管,成为淋巴液
(二)影响因素
毛细血管流体静压增高:右心衰竭引起体循环静脉压增高,静脉回流受阻,导致全身性水肿左心衰竭引起肺静脉压升高,导致肺水肿
组织液胶体渗透压增高:病理性毛细血管通透性增加,部分血浆蛋白质滤过进入组织液
血浆胶体渗透压降低:低蛋白血症(营养不良、肝肾疾病)
淋巴回流受阻:丝虫病导致的淋巴管阻塞;乳癌阻塞淋巴管
毛细血管通透性增高:感染、烧伤、过敏反应引起毛细血管通透性增高,导致水肿
七、淋巴液的生成和回流:组织液进入淋巴管,即成为淋巴液。淋巴液在淋巴系统内流动称为淋巴循环,淋巴循环是组织液向血液回流的一个重要辅助系统
血液循环
第三节 心血管活动的调节
一、神经调节
(一)心脏和血管
1.心脏
(1)心交感神经
节后神经元释放去甲肾上腺素 主要与心肌细胞膜β受体结合,导致心率加快,房室交界传导加快,心房肌和心室肌收缩能力加强,分别称为正性变时、正性变传导和正性变力作用
β受体阻断剂如普萘洛尔等可阻断心交感神经对心脏的兴奋作用
(2)心迷走神经
节后纤维释放乙酰胆碱 作用于心肌细胞膜的M受体,导致心率减慢,心房肌收缩能力减弱,心房肌不应期缩短,房室传导速度减慢,即负性变时、变力和变传导作用
M受体阻断剂阿托品能阻断心迷走神经对心的抑制作用。
2.血管
(1)缩血管 神经纤维
缩血管神经纤维都属于交感神经。节后神经元释放去甲肾上腺素
血管平滑肌细胞有α和β两类肾上腺素能受体 去甲肾上腺素与α肾上腺素能受体结合,导致血管平滑肌收缩 与β肾上腺素能受体结合,导致血管平滑肌舒张
去甲肾上腺素与α受体结合的能力强于β受体,缩血管纤维兴奋时引起缩血管效应
皮肤血管中缩血管纤维分布最密,骨骼肌和内脏的血管次之,冠状血管和脑血管中分布较少
人体内多数血管只接受交感缩血管纤维的单一神经支配
(2)舒血管 神经纤维
1)交感舒血管神经纤维:主要分布于骨骼肌,释放乙酰胆碱,使骨骼肌血管舒张,血流量增多;阿托品可阻断其效应
2)副交感舒血管神经纤维:分布于少数器官如脑膜、唾液腺、胃肠外分泌腺和外生殖器等。释放乙酰胆碱,与血管平滑肌的M型胆碱能受体结合,引起血管舒张,只对器官组织局部血流起调节作用
血液循环
第三节 心血管活动的调节
一、神经调节
(二)心血管中枢:心血管活动基本中枢在延髓,调节心血管的活动
(三)心血管反射
颈动脉窦和主动脉弓压力感受性反射
颈动脉体和主动脉体化学感受性反射
血液循环
第三节 心血管活动的调节
二、体液调节
(一)肾素-血管紧张素系统
血管紧张素Ⅰ无活性
血管紧张素Ⅱ的作用
①使全身微动脉收缩,血压升高,静脉收缩,回心血量增多
②作用于交感缩血管纤维末梢上的血管紧张素受体,使交感神经末梢释放递质增多
③作用于中枢神经系统内第四脑室后缘区的血管紧张素受体,使交感缩血管紧张加强
④刺激肾上腺皮质球状带细胞合成和释放醛固酮,后者促进肾小管对Na+的重吸收,使循环血量增加
⑤血管紧张素Ⅱ还引起或增强渴觉,导致饮水行为
血管紧张素Ⅲ的缩血管效应仅为血管紧张素Ⅱ的10%~20%,刺激合成和释放醛固酮的作用较强
(二)肾上腺素和去甲肾上腺素
去甲肾上腺素使全身血管收缩,动脉血压升高,反射性的导致心率减慢
(三)血管升压素(VP)
下丘脑视上核和室旁核合成
血管升压素在肾集合管可促进水的重吸收,故又称为抗利尿激素
生理状态下,血浆中血管升压素浓度升高时,先出现抗利尿效应
当其血浆浓度明显高于正常时,才引起血压升高
(四)血管内皮生成的血管活性物质
舒血管物质:前列腺素I2(PGI2)
缩血管物质:内皮素(ET)
(五)激肽释放酶-激肽系统
一类具有舒血管活性的多肽类物质
最常见的有血管舒张素和缓激肽
激肽的作用与组胺相似,可使血管平滑肌舒张和毛细血管通透性增高
(六)心房钠尿肽(ANP)
是由心房肌等多种组织合成和释放的一类多肽
ANP在早期心功能不全的病人血浆中含量增多,作为一种代偿机制,有助于体内Na+和水的排出
心衰病人因心肌细胞各种功能降低,心房肌合成ANP减少,导致Na+和水的潴留
血液循环
第三节 心血管活动的调节
三、局部血流调节
体内各器官的血流量一般取决于器官组织的代谢活动,代谢活动愈强,耗氧愈多,血流量也就愈多
器官血流量主要通过对灌注该器官的阻力血管的口径调节而控制
脑和肾等器官的血流量比较稳定
四、动脉血压的调节
短期调节:指对短时间内发生的血压变化起即刻调节作用,主要是神经调节,包括各种心血管反射,通过调节心肌收缩力和血管外周阻力使动脉血压恢复正常并保持相对稳定
长期调节:当血压在较长时间内(数小时,数天,数月或更长)发生变化时,单纯依靠神经调节不足以将血压调节到正常水平,主要是通过肾脏调节细胞外液量来实现,构成肾-体液控制系统
第四节 器官循环
一、冠脉循环
(一)生理特点
1.血压较高,血流量大
2.摄氧率高,耗氧量大
3.血流量受心肌收缩的影响显著
(二)冠脉血流量的调节
对冠脉血流量进行调节的因素中,最重要的是心肌的代谢水平,交感和副交感神经的调节作用是次要的
1.心肌代谢水平(最重要)
冠脉血流量和心肌代谢水平成正比
心肌代谢增强引起冠脉血管舒张的原因主要是由于代谢产物的增加,其中腺苷最重要
腺苷具有强烈的舒张小动脉的作用。腺苷在生成后几秒钟内即被破坏
心肌的其他代谢产物如H+、CO2和乳酸等也能使冠脉舒张,但作用较弱
缓激肽和前列腺素E等体液因素也能使冠脉血管舒张
2.神经调节:冠状动脉受迷走神经和交感神经支配
3.激素调节
肾上腺素和去甲肾上腺素可通过增强心肌的代谢活动和耗氧量使冠脉血流量增加;也可直接作用于冠脉血管α或β肾上腺素能受体,引起冠脉血管收缩或舒张
甲状腺素增多时,心肌代谢加强,耗氧量增加,使冠状动脉舒张,血流量增加
大剂量血管升压素使冠状动脉收缩,冠脉血流量减少
血管紧张素Ⅱ也能使冠状动脉收缩,冠脉血流量减少
二、肺循环的特点
1.血流阻力小、血压低
2.血容量变化大
3.毛细血管的有效滤过压较低
三、脑循环的特点
1.血流量大
2.血流量变化小
3.血-脑脊液屏障和血-脑屏障的存在