导图社区 机械设备知识导图
这是一篇关于机械设备的思维导图,主要内容有设备基础种类及验收要求、机械设备安装程序、机械设备安装的精度控制要求、机械设备安装的方法,需要的朋友收藏下图吧!
提示: 本内容由社区用户上传并分享。平台不对内容的真实性、合法性、知识产权归属及是否侵害第三方权利进行事前审核或保证。本内容可能包含受版权保护的图片、字体或其他第三方素材,使用前请自行确认授权范围。
社区模板帮助中心,点此进入>>
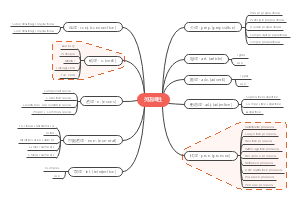
英语词性
电费水费思维导图
D服务费结算
法理
刑法总则
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
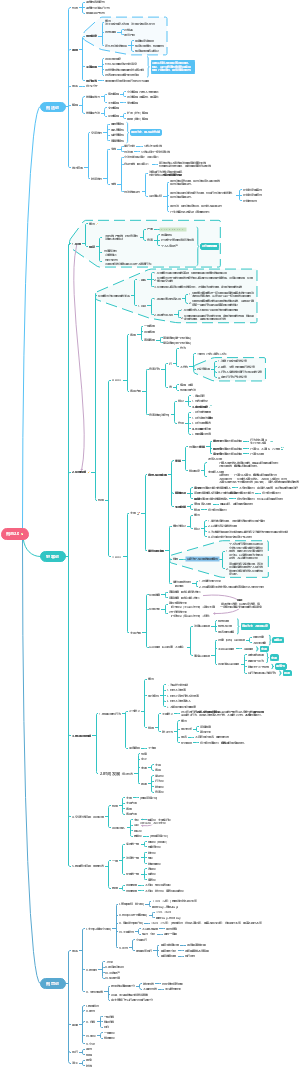
机械设备安装技术
设备基础种类及验收要求
基础种类
材料组成不同 素混凝土基础 砂石水泥 承受载荷小、变形不大的设备基础 (素钢垫) 钢筋混凝土基础 砂石水泥钢筋 载荷大、变形较大 垫层基础 沉降的结构,如大型储罐
扩展基础 浅基础 联合基础 轧机、铸造生产线、玻璃生产线 (联轧铸玻) 埋置深度不同 独立基础 深基础 桩基础 减少基础振幅、减弱基础振动或控制基础沉降和沉降速率的精密、大型设 备的基础。如透平压缩机、汽轮发电机组、锻压设备。(透气锻桩) (深井烟囱) 沉井基础 用混凝土或钢筋混凝土制成的井筒式基础 冶炼烟囱和火炬 发电厂的洗涤塔
大块式基础 刚性大、广泛应用于设备基础 结构形式不同 箱式基础 (大相框) 框架式基础 适用于电机、压缩机基础 (电压框)
使用功能不同 减震基础 绝热层基础 基础底部设置隔热、保温层,特殊保温要求
基础施工质量要求
施工单位提供基础质量证明文件 检查内容: 混凝土配合比、养护、强度 混凝土强度 重要设备基础 做预压强度试验,合格后预压沉降详细记录 如:大型锻压设备、汽轮发电机组、大型油罐(大气断油)
位置和尺寸坐标位置、不同平面的标高、平面外形尺寸、凸台上平面外形尺寸、凹槽尺寸、平面的水平度、基础的垂直度 基础位置、 预埋地脚螺栓标高和中心距 标高、几何尺寸: 预埋地脚螺栓孔:中心线位置、深度、孔壁垂直度 预埋活动地脚螺栓锚板:标高、中心线位置、带槽锚板和带螺纹孔锚板的平整度
外观质量 外表面无裂纹、孔干净、无露筋、表面平整,标号清晰
直埋地脚螺栓的中心距、标高及露出基础长度 预埋地脚螺栓 地脚螺栓的螺母和垫圈配套, T形头地脚螺栓光杆部分和基础板应刷防锈漆。 安装胀锚地脚螺栓混凝土强度不得小于10MPa,有裂缝的部位不得 使用胀锚地脚螺栓。
平面标高超差 常见通病 预埋地脚螺栓的位置、标高超差 预埋地脚螺栓孔深度超差
机械设备安装程序
程序: 开箱检查→基础测量放线→基础检查验收→垫铁设置→吊装就位→安装精度调整与检测→设备固定与灌浆→设备装配→润滑与设备加油→试运转→工程验收。
基础测量放线:基准线和基准点的设置要求 (1)划定依据:①工艺布置图②相关建筑物轴线、边缘线、标高线 (2)主要、重型、特殊设备,设置沉降观测点; 如汽轮发电机组、透平压缩机组 (透气沉降) 垫铁设置 作用:①调整垫铁的厚度,标高和水平度; ②设备重量、工作负载荷和拧紧地脚螺栓产生的预紧力通过垫铁均匀地传递到基础。 设备安装调整 设备调整:中心位置、水平度、垂直度、平行度(水平垂中) 精度检测:垂直度、平行度、同轴度(平垂同) 设备灌浆 一次灌浆 设备粗找正后 地脚螺栓孔 二次灌浆 设备精找正后 设备底座和基础间 润滑与设备加油 (1)润滑与设备加油是保证机械设备正常运转的必要条件, 作用:减少摩擦副的摩擦、表面破坏和降低温度,使设备具有良好工作性能,延长使用寿命。 (2)按润滑剂加注方式,一般划分为分散润滑和集中润滑。
机械设备安装的精度控制要求
影响设备安装精度的因素
影响设备安装精度的因素 1.设备基础 强度、沉降和抗振性能 2.垫铁埋设 承载面积和接触情况 3.设备灌浆 强度和密实性 4.地脚螺栓 紧固力和垂直度 5.设备制造 加工精度和装配精度 解体设备装配精度 1.各运动部件之间相对运动精度 ①直线运动精度、②圆周运动精度,3传动精度 2.配合面之间配合精度和接触质量 设备基准件安装精度 标高差、水平度、铅垂度、直线度、平行度 6.测量误差 仪器精度、基准精度 测量过程包括测量对象、计量单位、测量方法和测量精度 形状误差有直线度、平面度、圆度、圆柱度等。(自己和自己比) 位置误差有平行度、垂直度、倾斜度、同轴度、对称度等。(自己和别人比) 7.环境因素 基础温度变形(大型精密机床、高精度的大型连轧机组、大型透平压缩机)、设备温度变形和恶劣环境场所
安装精度的控制方法
提高安装精度的方法
1.从人机料法环方面着手,强调人的作用,技术水平和责任心 2.根据设备的设计精度、结构特点、选择适当、合理的装配和调整方法 4.修配法,对补偿件进行补充加工,抵消过大的安装累积误差 5.设备安装允许有一定的偏差,应合理确定偏差及其方向。 有利于抵消设备1.附属件安装后重量2.设备运转时产生的作用力3.零部件磨损4.摩擦面间油膜(孕妇抹油)
设备安装 偏差的控制
温度变化: 调整两轴心径向位移 高温端(汽轮机、干燥机)低于低温端(发电机、鼓风机、电动机) 调整两轴线倾斜 上部间隙小于下部间隙 调整两端面间隙 选择较大值 受力 受力反方向偏差 使用过程中磨损 选择适当间隙 设备安装精度偏差的相互补偿: 连续生产机组:相邻辊道轴线与机组中心线垂直度偏差方向相反, 相邻设备水平度偏差方向相反
机械设备安装的方法
机械设备安装的分类
整体式安装 体积和重量不大的设备,保证定位位置和相互位置精度 解体式安装 现场重新设计、制造进行装配和安装 保证定位位置和相互位置精度,再现制造和装配的精度 模块化安装 大型和复杂设备 康奈博镍冶炼第一个集成冶炼工厂
机械设备典型零部件的安装
典型零部件安装是机械设备安装方法的重要组成部分, 包括:轮系装配及变速器安装、联轴器安装、滑动轴承和滚动轴承安装、轴和套热(冷)装配、液压元件安装、气压元件安装、液压润滑管路安装等。 (典型零部件安装:企业周润发变脸)
螺纹连接件装配:预紧力要求紧固方法:定力矩法、测量伸长法、液压拉伸法、加热伸长法。(一力三伸)
过盈配合件的装配方法:压入装配、低温冷装配和加热装配法(常用)
1. 齿轮装配时,齿轮基准面端面与轴肩或定位套端面应靠紧贴合, 检查:用0.05mm塞尺不应塞入;基准端面与轴线的垂直度应符合传动要求。 2.相互啮合的圆柱齿轮副的轴向错位, (1)齿宽B≤100mm时,轴向错位应≤5%B;(2)齿宽B>100mm时,轴向错位应≤5mm。 3. 用压铅法检查齿轮啮合间隙时 齿轮装配 铅丝直径不宜超过间隙的3倍,铅丝的长度不应小于5个齿距,沿齿宽方向应均匀放置至少2根铅丝。 4.用着色法检查传动齿轮啮合的接触斑点, (1)颜色涂在小齿轮上,在轻微制动下,用小齿轮驱动大齿轮,使大齿轮转动3〜4转。 (2)圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中部;圆锥齿轮的接触斑点,应趋于齿侧面的中部并接近小端;齿顶和齿端棱边不应有接触。
1.联轴器装配时,两轴心径向位移、两轴线倾斜和端面间隙的测量方法 联轴器装配 1)测量工具:塞尺直接测量、塞尺和专用工具测量或百分表和专用工具测量 2)将两个半联轴器一起转动,应每转90°测量一次,并记录5个位置的径向位移测量值和位 于同一直径两端测点的轴向测量值。
1. 接合面:厚壁:0.05mm 塞尺,外侧检查轴瓦结合面,塞入深度不大于 1/3结合面宽度 滑动轴承装配 薄壁:装配后中分面 0.02mm 塞尺不应塞入 2. 轴颈与轴瓦间隙: 侧间隙 用塞尺,单侧间隙应为顶间隙 1/2~1/3 顶间隙 用压铅法,铅丝直径不宜大于3倍顶间隙 轴承装配要求 1.装配方法 压装法和温差法。 滚动轴承装配 温差法:应均匀地改变轴承的温度,轴承的加热温度不应高于 120℃,冷却温度不应低于-80℃。 2.轴承外圈与轴承座孔在对称于中心线120°范围内、与轴承盖孔在对称于中心线90°范围内应均匀接触,且用0.03mm的塞尺检査 时,塞尺不得塞入轴承外圈宽度的1/3。
机械设备固定方法
地脚螺栓
地脚螺栓一般可分为固定地脚螺栓、活动地脚螺栓、胀锚地脚螺栓和粘接地脚螺栓 固定地脚螺栓 固定没有强烈振动和冲击的设备 活动地脚螺栓 固定有强烈振动和冲击的重型机械设备 如:T形头螺栓、拧入式螺栓、对拧式螺栓等。 (T对拧) 胀锚地脚螺栓 静置的简单设备或辅助设备。 胀锚地脚螺栓安装应满足下列要求: (1)中心到基础边缘的距离不小于7倍的胀锚地脚螺栓直径; (2)安装胀锚地脚螺栓的基础强度不得小于10MPa; (3)钻孔处不得有裂缝,钻孔时应防止钻头与基础中的钢筋、埋管等相碰; (4)钻孔直径和深度应与胀锚地脚螺栓相匹配。
垫铁
机械设备安装新技术应用
激光对中技术和激光检测技术的应用 目前已在大型精密机床、水泥回转窑、焦化干燥机、轧钢设备传动中间轴、大型透平压缩机、超大型汽轮发电机组(贫尼干金刚轮)