导图社区 高等数学思维导图
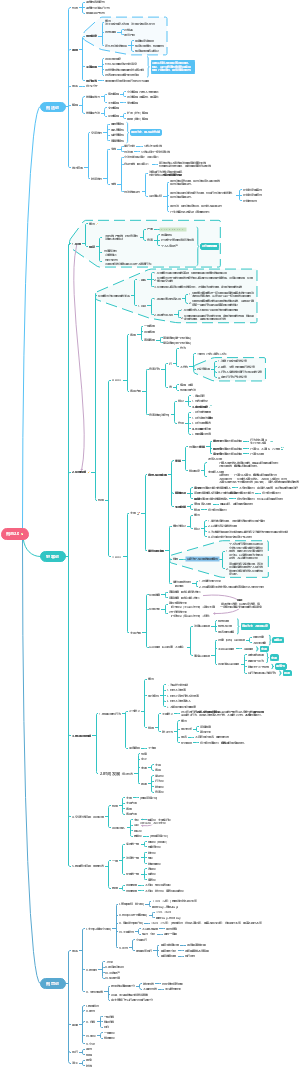
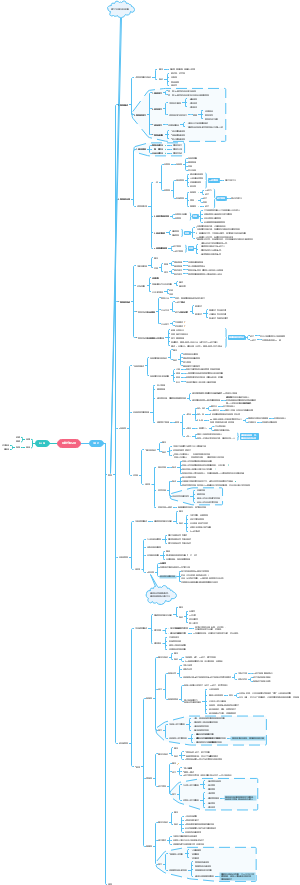
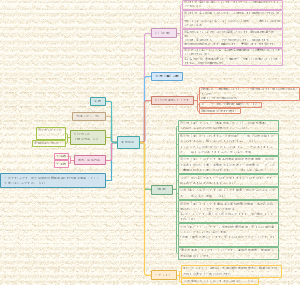
高等数学上册思维导图:微分中值定理与应用:微分中值定理;洛必达法则;函数图像,曲率,渐近线;方程近似解。
提示: 本内容由社区用户上传并分享。平台不对内容的真实性、合法性、知识产权归属及是否侵害第三方权利进行事前审核或保证。本内容可能包含受版权保护的图片、字体或其他第三方素材,使用前请自行确认授权范围。
社区模板帮助中心,点此进入>>
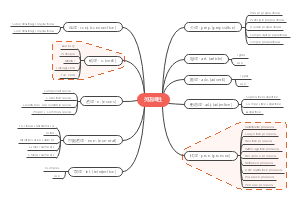
英语词性
法理
刑法总则
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
民法分论
日语高考動詞の活用
高等数学(上)
定积分应用
熟悉
元素法
几何学
平面图形面积
旋转体体积
平面曲线弧长
物理学
变力直线运动做功
水压力
引力
微分方程
重要
概念
定义:含未知函数导数或微分的方程
阶:导数的最高阶
解
通解(函数中任意常数个数=阶数)
特解(通解中的任意常数被固定)
一阶微分方程
可分离变量型
形式:dy/dx=f(y)*g(x)
方法
分离变量:dy/g(y)=f(x)dx
两边积分:òdy/g(y)=òf(x)dx
写出结果:G(y)=F(x)+C
含有两个变量的方程确定一个一元隐函数y=h(x)
齐次方程
形式:dy/dx=F(y/x)
解法:做变量代换m=y/x
一阶线性方程
形式:y'+p(x)y=q(x)
方法:
公式:y=Ce^-òP(x)dx+[e^-òP(x)dx]òQ[(X)e^òP(x)dx]dx
伯努利方程
高阶微分方程
可降价的高阶微分方程
y^(n)=f(x)型:连续积分
y''=f(x,y')型:y=òF(x,C1)dx+C2
y''=f(y,y')型:òdy/F(y,C1)=x+C2;
二阶线性微分方程
形式:y''+P(x)y'+Q(X)y=0
解的结构:y=C1y1(x)+C2y2(x)
叠加原理
常数变易法
常系数齐次线性微分方程
形式:y''+py'+qy=0
特征方程:r^2+pr+q=0
通解
r1¹r2,y=c1e^r1x+c2e^r2x
r1=r2,y=(c1+c2x)e^r1x
r=a±bi,y=e^ax[c1cosbx+c2sinbx]
常系数非齐次线性方程
形式:y'+py'+qy=f(x)=P(x)e^lx
解的结构
非齐次通解=齐次通解+非齐次特解
非齐次特解
y^x=x^kQ(x)e^lx
k=0,1,2,由l在r1,r2中出现的次数决定
Q(X)和P(x)为相同次数的多项式
欧拉方程
定积分
概念与性质
曲边梯形面积
分割近似求和取极限
中值定理,估值定理
基本公式
牛顿莱布尼兹公式
换元法,分部积分法
反常积分
审敛法
G函数
不定积分
换元积分法
三角换元
根式换元
倒代换
分部积分法
有理函数积分
微分中值定理与应用
微分中值定理
罗尔定理
费马引论
拉格朗日中值
柯西中值定理
洛必达法则
泰勒公式
泰勒中值定理
拉格朗日余项
麦克劳林公式
单调(驻点),凹凸(拐点),最值
函数图像,曲率,渐近线
方程近似解
函数,极限
函数与映射
极限
数列极限
定义
性质
唯一性
保号性
有界性
推论
数列于子数列的关系
函数极限
定义与三性
无穷大与无穷小
无穷小的比较
常见等价无穷小
极限运算
0+0=0;有界y*0=0;n*0=0;0*0*0*=0
和的极限=极限的和
积的极限=极限的积
存在准则
夹逼准则
柯西极限存在准则
连续
左连续
右连续
间断点
第一类间断点
可去
跳跃
第二类间断点
无穷
振荡
最值定理
有界定理
介值定理
零点定理
导数与微分
导数概念
求导法则
和差积商,复合求导
反函数求导
反函数导数=原函数倒数的导数
常见导数
(secx)'=secxtanx
(cotx)'=-cscxcotx
(arctanx)'=1/1+x*x
.......
高阶导数
莱布尼兹公式
(uv)^n=
隐函数求导,参方求导
微分
几何意义
运算
运算法则
应用
估计
近似