导图社区 工程材料与成型技术基础
工程材料与成型技术基础
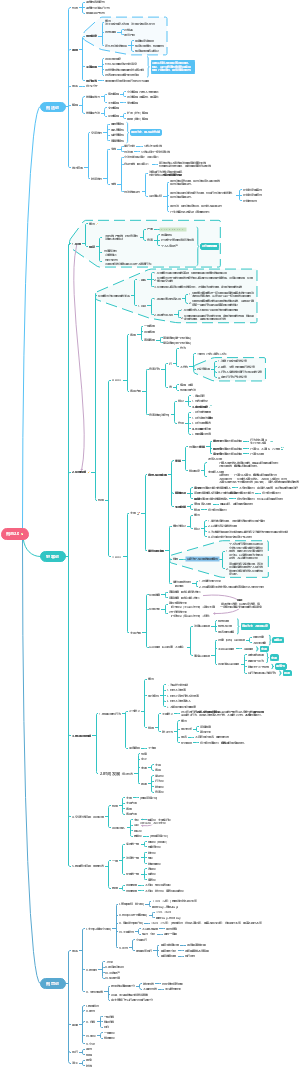
《工程材料与成型技术基础》是材料科学与工程、机械设计制造及其自动化等工科专业的核心课程,旨在培养学生掌握工程材料的性能特点、选用原则及成型工艺方法。课程内容涵盖金属材料(如工业用钢、铸铁、非铁金属)、高分子材料、陶瓷材料及复合材料的组织结构、性能调控与应用,同时系统介绍铸造、压力加工、焊接、塑料成型等典型成型技术的原理、工艺设计及缺陷控制。通过学习,学生能够根据工程需求合理选材,并理解材料从制备到成型的全流程技术逻辑,为机械零件设计、制造工艺优化及新材料研发奠定理论基础。课程注重理论与实践结合,强调材料性能-加工工艺-产品性能的关联性,是连接材料科学与机械制造的重要桥梁。
编辑于2025-06-05 21:14:35- 机械
- 中国历史时间轴
中国历史时间轴,满满的知识点!如果你想去了解历史的话,那这份思维导图你千万不能错过了!让你更快速更方便去了解学习。建议收藏学习!
- 营销策划方案思维导图
营销策划方案是指为企业或产品实现营销目标而设计的系统性、策略性规划,通常包括市场分析、目标设定、策略制定、执行计划、预算分配和效果评估等环节。其核心是通过科学分析和创意设计,整合资源、优化路径,以最低成本实现最大化的市场效益。
- 《我与地坛》思维导图
# 《我与地坛》简介 《我与地坛》是史铁生的散文代表作,围绕着作者与地坛的渊源展开。史铁生在双腿瘫痪后,常摇着轮椅去地坛,地坛的宁静与沧桑成为他思考生命的依托。 书中,史铁生回忆了自己在地坛的所见所闻,从古老的建筑到四季的草木,从往来的行人到灵动的小动物,都融入了他的思绪。同时,也深情地讲述了母亲默默陪伴、无私关怀的点滴,在细微处彰显母爱的伟大。 这部作品交织着对生命的思索、对命运的叩问、对亲情的眷恋。它以细腻的笔触、深沉的情感,展现出残疾之躯下顽强的精神世界,让读者感受到在困境中对生命意义的不懈追寻,是对人生、生死等重大命题深刻且独特的诠释。
工程材料与成型技术基础
社区模板帮助中心,点此进入>>
- 中国历史时间轴
中国历史时间轴,满满的知识点!如果你想去了解历史的话,那这份思维导图你千万不能错过了!让你更快速更方便去了解学习。建议收藏学习!
- 营销策划方案思维导图
营销策划方案是指为企业或产品实现营销目标而设计的系统性、策略性规划,通常包括市场分析、目标设定、策略制定、执行计划、预算分配和效果评估等环节。其核心是通过科学分析和创意设计,整合资源、优化路径,以最低成本实现最大化的市场效益。
- 《我与地坛》思维导图
# 《我与地坛》简介 《我与地坛》是史铁生的散文代表作,围绕着作者与地坛的渊源展开。史铁生在双腿瘫痪后,常摇着轮椅去地坛,地坛的宁静与沧桑成为他思考生命的依托。 书中,史铁生回忆了自己在地坛的所见所闻,从古老的建筑到四季的草木,从往来的行人到灵动的小动物,都融入了他的思绪。同时,也深情地讲述了母亲默默陪伴、无私关怀的点滴,在细微处彰显母爱的伟大。 这部作品交织着对生命的思索、对命运的叩问、对亲情的眷恋。它以细腻的笔触、深沉的情感,展现出残疾之躯下顽强的精神世界,让读者感受到在困境中对生命意义的不懈追寻,是对人生、生死等重大命题深刻且独特的诠释。
- 相似推荐
- 大纲