导图社区 金属焊接工艺缺陷
金属焊接工艺缺陷:裂纹:再热裂纹 SR裂纹、应力蚀开裂裂纹;气孔和夹渣;未焊透和未熔合;形状缺陷和其他缺陷。
焊接,包含零件的定位原理及方法:定位基准尽量与设计基准重合、多个零件尽量采用同一定位基准、选择精度高不易变形的表面作为定位基准。
社区模板帮助中心,点此进入>>
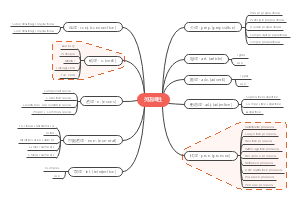
英语词性
电费水费思维导图
D服务费结算
法理
刑法总则
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
金属焊接工艺缺陷
裂纹
热裂纹
结晶裂纹
液化裂纹
多边化裂纹
再热裂纹 SR裂纹
冷裂纹
淬火裂纹
氢致裂纹(延迟裂纹)
低塑形脆化裂纹
层状撕裂
应力蚀开裂裂纹
气孔和夹渣
气孔
按形状分类
球形气孔
长条形气孔
虫形气孔
按分布形态分类
均布气孔
密集气孔
链状气孔
按气体种类分类
氢气孔
氮气孔
CO气孔
鱼眼气孔
夹渣
未焊透和未熔合
未焊透
未熔合
形状缺陷和其他缺陷
咬边
焊瘤
烧穿和下塌
凹坑与弧坑
电弧擦伤与飞溅
角变形