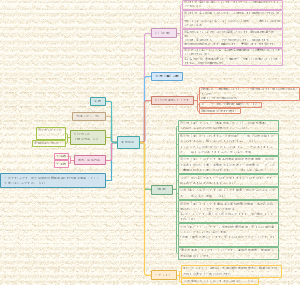
导图社区 公差与检测技术
公差与检测技术-工科学生必修课-非常详细包含各种图示
工科--农业机械化及其自动化专业核心课程-农业机械学
材料力学概述,不包含公式。复习还需要结合刷题为好
社区模板帮助中心,点此进入>>
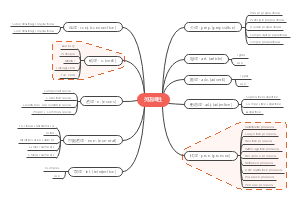
英语词性
法理
刑法总则
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
民法分论
日语高考動詞の活用
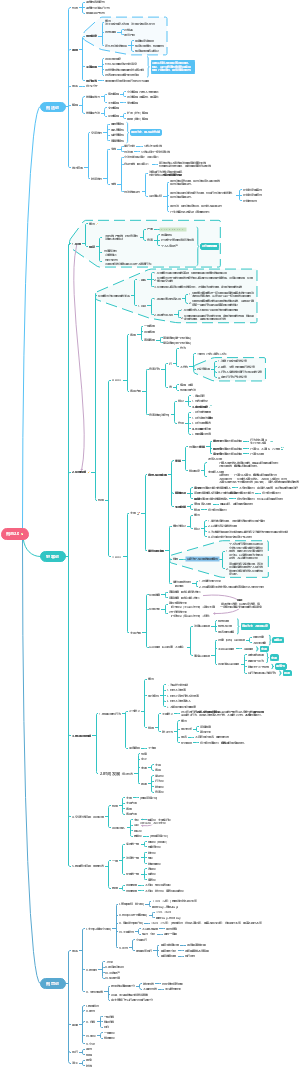
工程与检测技术
典型零部件几何精度的设计与检测
滚动轴承
使用
外圈,内圈,滚动体
公差等级
2/4/5/6/0五级,2级最高(仅向心轴承有二级)
作用:减少摩擦磨损,提高机械效率
配合
内圈内径与轴颈的配合采用基孔制,外圈外径与外壳孔采用基轴质
公差带皆为内缩
磨损均匀
相对于负荷方向旋转的套圈和轴颈或外壳孔应选得紧一些,避免相对滑动
随负荷增大,配合逐渐变紧,防止变形松动
变化负载应比平稳负载的配合更紧
键与花键
键(单键)
标准件
基轴制
三种连接方式
槽两侧表面粗糙度1.6-3.2um,底面上限6.3um
花键
强度更高,承载能力更强
矩形花键
键数为偶数6.8.10。3种
承载能力分轻中两个系列
花键的连接
内花键与外花键
同轴度(定心精度)
小径定心
更加精准,并保证花键的表面质量
大径定心
键侧(键槽侧)定心
螺纹
分类
紧固螺纹
夹紧过渡配合螺纹,过盈配合螺纹
传动螺纹
传递动力和位移,梯形螺纹和锯齿形螺纹
管螺纹
管件连接
参数
大径
小径
中径
牙宽等于槽宽
单一中径
槽宽等于螺距基本值一半的地方
螺距
偏差(互换性偏差
中径偏差的影响
牙侧角偏差的影响
螺距误差的影响
合格条件
中径合格是否
基本概念
互换性
所具备的两个条件
两各方面的作用
含义
几何参数
尺寸
形状,方向,位置
表面粗糙度
完全互换性
绝对互换,互换性
不完全互换性
有限互换性
分组装配法/调整法
公差
与误差之间的关系
允许误差的范围
公差带的大小表示了配合的精度
标准
国家/行业/地方/企业标准
标准化
优先数系和优先数:对各种技术参数的数值进行协调/简化/和统一的一种科学的数值标准
基本系列
R5-R40(二倍递进)
R5公比为1.6
补充系列
R80
十进等比数列
检测
检验
测量
绝对测量
相对测量
真值和近似值
量块
长度量块
角度量块
制造精度分5级,检验精度6等
孔轴公差与配合
孔
包容面
基孔制
代号H
轴
被包容面
代号h
基础分类
线性尺寸
角度尺寸
公称尺寸D
实际尺寸
Da/da
未知
极限尺寸
尺寸偏差
某一尺寸减公称尺寸
极限偏差
实际偏差
衡量实体零件
基本偏差(28种)
基本偏差代号
基本偏差系列
基本偏差数值的确定
孔难加工,公差标准等级高时,轴高一级配合
工艺等价
基孔制与基轴制相互转换
通用规则:对称性质
特殊规则
尺寸公差
允许尺寸变动的量:上极限尺寸与下极限尺寸之差
绝对值
衡量精度要求和加工难度
公差带
位置由基本偏差确定
大小由标准公差决定
孔和轴的常用公差带
116种
优先配合13种
常用配合和59种
常用配合47种
配合制的选择
优先选用基孔制
经济合理
特殊情况
使用冷拉钢材直接做轴
结构上的需要
以标准零部件为基准选择配合制
必要时采用任何适当的孔和轴进行配合
R5系列:标准公差系数等级
标准公差等级
IT01/TI0-IT18
20个
IT18精度最低
标准公差等级的选择
标准公差等级系数a
一般公差:车间普通工艺条件下,机床设备一般加工能力可以达到的公差
间隙和过盈
间隙配合
最大/最小/平均间隙
间隙允许的变动量
过盈配合
最大/最小/平均过盈
过盈允许变动量
基孔制和基轴制
孔为基准控
孔下极限偏差为零
基准轴
轴上极限偏差为零
配合类别的选择
使用要求和结构特点
先对运动和拆装-间隙
固定和传递载荷
几何量测量
验收极限与安全裕度
温度,压馅效应,计量误差
验收极限
减少公差带
保证质量,减小误收,增加误废率
内缩方式
上下限移动一个安全裕度A
A为10%的公差
不内缩
等于最大实体尺寸和最小实体尺寸
方式选择
包容要求:双向内缩方式
工艺能力指数c>1时,可按不内缩确定,但有包容要求,需单向内缩方式
工艺能力指数c表达的时尺寸公差与工艺加工能力的比值
偏态分布的尺寸
对偏态一边按单向内缩方式
非配合尺寸和未注公差尺寸:按不内缩方式确定
光滑极限量规的设计
种类
工作量规
制造过程操作者使用的量规,新的磨损较少的
验收量规
检验零件时或用户代表使用的,与工作量规同级,但旧且磨损较多
校对量规
专门未检验轴用量规量规所制造的量规
无刻度
设计
光滑极限量规的设计原理:符合泰勒原则,通规应具有最大实体边界形状,止规应具有与被测孔,轴成两点接触的形状
工作量规制造公差T与被检验零件的公差等级和公称尺寸有关
考虑到通规磨损,公差带中心偏离最大实体尺寸一个距离。通规的磨损极限为被测孔/轴的最大实体尺寸
工作量规的几何误差应在其尺寸公差带内,即采用包容要求,其公差值为量规尺寸公差50%
工作量规的测量工作面的粗糙度Ra值不应大于0.05-0.8um,校对量规为0.05-0.4um
几何公差
要素
制图
公称组成要素
公称导出要素
中心点/中心线
工件
实际要素
提取
提取组成要素
提取实际要素
提取有限的点
拟合
由提取组成近似的形态
拟合组成要素
形位公差
形状公差(都无基准)
直线度
线
两平行直线间
面
两平行面间
直径
圆柱内
平面度
两平面间的距离
圆度
圆截面
圆环内
圆柱度
圆柱
圆环柱内
线轮廓度
曲线
两曲线间
面轮廓度
曲面
两曲面间
方向公差(都由基准)
平行度
基准面
两平行面
基准线
基准体系(两个面)
两等限宽平行面间
基准体系(线和面)
两限距平行面间
限截面长方体内(双标注)
垂直度
两面基准体系
倾斜度
两基准
面上的两平行线间
位置公差(都有基准)
位置度
同心度(用于中心点)
同轴度(用于轴线)
对称度
跳动公差(都有基准)
圆跳动
径向圆跳动
圆环中
轴向圆跳动
圆柱圆曲面上
斜向圆跳动
曲圆环柱上
全跳动
径向
圆环组内
轴向
两平定径行圆面内
其他标注
被测要素
基准要素
理想要素/确定被测要素方向和位置的参照要素
基准目标
理论正确值
延伸公差带
最大实体要求
最小实体要求
包容要求
标注方法
公差框格
基准符号
EFIJLMOPR九个字母
被测要素的标注方法
1,当被测要素为组成要数(轮廓要素)时,箭头应置于要素的轮廓线或轮廓线的延长线上
2当被测要素为导出要素(中心要素)时,箭头应对准尺寸线,即与尺寸线的延长线重合
3,附加标记或符号。当几何公差特征符号适用于横截面内的整周轮廓线,或由该轮廓所示的周表面时,应采用全周符号,当采用螺纹小径轴线作为被测要素时,在公差框下方标注LD字样,大径MD
基准要素的标注方法
1,基准素放在被测要素的基准线和延长线上,与尺寸线错开
2,导出要素时,标注在它的延长线上
3,多个要素建立公共基准时,两个用横线隔开,多个按基准的优先排序
基准
单一基准
公共基准
三基面体系
原则与术语
术语
基本尺寸
基本偏差(靠近零线那个极限偏差)
体外作用尺寸
能与其配合最大实体尺寸
最大实体状态和最大实体尺寸
实体最大,材料最多
最小实体状态和最小实体尺寸LMS
最大实体实效尺寸和最大实体实效状态MMVS
最大实体尺寸和其导出要素的几何公差共同作用的尺寸
最大实体边界MMB
最大实体状态的极限包容面
最大实体实效边界
要求
独立原则
几何要求均独立,分别满足要求
包容要求E
提取组成要素不得超过最大实体边界,局部尺寸不得超出最小实体尺寸
最大实体要求M
导出要素附加后满足最大实体实效边界
表面粗糙度轮廓
对性能的影响
耐磨性
月粗糙磨损越快
稳定性
疲劳强度
接触刚度和密封性
耐蚀性
基础术语和定义
粗糙度轮廓
入f滤波器抑制长波后测出的轮廓
表面越粗糙,取样长度应越大
通常取5个取样长度
限制波纹度和排除宏观形状误差的影响
轮廓最小二乘中线
轮廓算术平均中线
轮廓的算术平均偏差Ra
软材料不选用Ra值,因为Ra的测量用触针
轮廓的最大高度Rz
当Ra过大和过小时6.3/0.025,用Rz仪器测量
平均宽度Rsm
轮廓支撑长度率越大,表示表面零件承载面积越大
符号
基本
去除材料
不去除材料
位置定义
a:表注表面粗糙度轮廓的参数代号,参数值,传输带长度或取样长度
b:表面粗糙度的轮廓要求
c:加工方法,表面处理,图层,和加工工艺
d:加工纹理方向的符号
e:加工余量(毫米)
参数值的选用
工作表面比非工作更加光滑
摩擦表面比非摩擦表面的轮廓参数值小
受循环载荷的表面粗糙轮廓参数值要小
配合要求高/连接要求可靠,载重的表面粗糙度轮廓参数值小
同一精度,轴比孔的轮廓粗糙参数值要小
指引线,轮廓线,延长线,尺寸线上
标注单向上限值
实测多个,大于规定的不超过总数的16%为合格,Rz表示
标注双向极限值
上U Rz下L Ra
渐开线圆柱齿轮
使用要求
准确性
平稳性
子主题
齿轮载荷分布的均匀性
侧隙
定位公差
定向公差