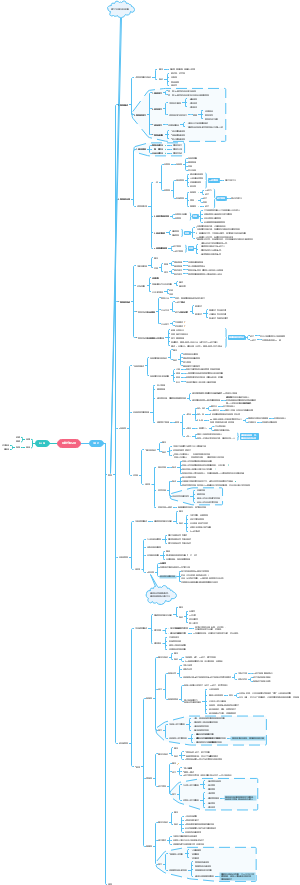
导图社区 ABB与奥太弧焊配置
这是一篇关于ABB与奥太弧焊配置的思维导图,包括焊丝的直径与电流、使用钢板的关系,电流与电缆长度的电压降、电流与电压的计算公式等内容。
社区模板帮助中心,点此进入>>
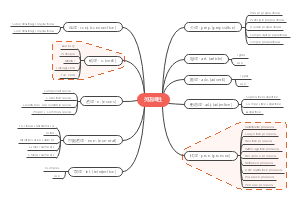
英语词性
法理
刑法总则
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
民法分论
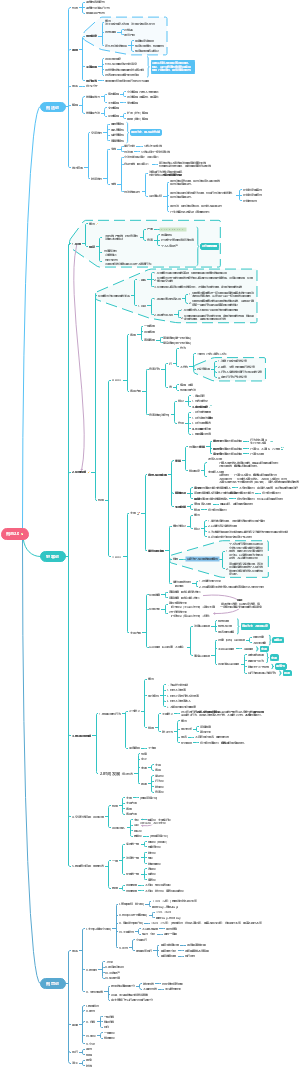
日语高考動詞の活用
ABB与奥太
焊丝的直径与电流、使用钢板的关系
电流与电缆长度的电压降
电流与电压的计算公式
小于300A时
焊接电压=0.04*焊接电流+16±1.5V
大于300A时
焊接电压=0.04*焊接电流+20±1.5V
电弧电压:提供焊丝熔化能量,电压越高,焊丝熔化速度越快 焊丝电流:实际是条送丝速度和熔化速度的平衡结果
CO2液态瓶
一瓶有25kg~30kg液态CO2,1kgCO2可以释放509L的气体,换算下来1.5W升气体,可持续用10~16小时
焊接常见缺陷:
1、烧穿现象
两件工件间缝隙太大
焊接电流过大,焊接速度过慢
2、偏焊
两个零件错位
焊接工装移位
导电嘴损坏/新装
机器人焊接轨迹偏移
3、气泡焊
零件表面有水、油、铁屑等
焊枪嘴焊渣堵塞
气源气压不足
作业环境有强风
4、虚焊
零件表面有大量污物
焊接电流太小,电压太低
焊接速度过快
两个工件间隙大
5、咬边
焊接电流&电压过大
电弧过长
焊条(枪)角度不当
6、裂纹
焊丝不合格(S硫、P硼等有害元素超标)
零件表面有其他金属粘附
焊接总成结构应力大
7、焊瘤
坡口间隙大
电流电压不匹配、焊接速度过慢
8、焊接变形
零件设计上焊缝不对称,焊接后焊缝应力集中
工件为夹紧
电流电压过大
9、弧坑
焊接过程进行到收尾时,焊接电流过大又收弧过快
保证焊枪断电后,之后送气保护,保证弧处高温金属不被氧化
10、焊接飞溅
短路过渡焊接时,直流回路电感值不合适,太小会产生小颗粒飞溅,太大会产生大颗粒飞溅
电弧电压选择不当,电弧电压太高使得飞溅增多
焊丝含碳量太高也会产生飞溅
导电嘴磨损严重和焊丝表面不干净也会造成飞溅过多
母材上面油污过多
气瓶没气
11、焊缝宽度小
焊接电流偏小
焊接速度偏快
与奥太机器人通过送丝控制盒硬接线
接口盒的拨位开关
与奥太进行devicenet通讯
机器人IRC5的配置选项
?????
信号配置
板卡设置
硬接线:新增651板卡。devicenet device名称、地址
devicenet device:不选择651而是选择ABB DeviceNet Slav Device
确认Industrial Network ——DeviceNet——DeviceNet Communication Speed=500kps
新增6个信号
模拟量输出电流
①AO_WeldCurrent ② 数据类型:模拟量输出 ③地址:0-15 ④板卡:D651/Aotai devicenet
模拟量输出电压
①AO_WeldVoltage ② 数据类型:模拟量输出 ③地址:16-31 ④ 板卡:D651/Aotai devicenet
数字量输出起弧开关
①DO_WeldON ②数据类型:数字量输出 ③地址:32 ④ 板卡:D651/Aotai devicenet
数字量输出送丝开关
④DO_FeedON ②数据类型:数字量输出 ③地址:33 ④板卡:D651/Aotai devicenet
数字量输出送气开关
①DO_GasON ②数据类型:数字量输出 ③地址:34 ④ 板卡:D651/Aotai devicenet
数字量出起弧成功
①DI_ArcEst ②数据类型:数字量输出 ③ 地址:0 ④ 板卡:D651/Aotai devicenet
关联信号
在I/O选项改为Process主题
Arc Equipment Analogue Outputs/Digital Outputs/ Digital Inputs 关联起来
指令以及参数
ArcLStart P1,V100,Seam1,Weld1,Weave1,Fine,tool_weldgun
ArcLEnd P1,V100,Seam1,Weld1,Weave1,Fine,tool_weldgun
参数修改
Seamdata
Purge Time(焊接前清理枪管中的气体)
Preflow_time (预送气时间:到达焊接位置,对工件进行出气保护)
Postflow_time(为送气时间:到达焊接结束点,对工件进行出气保护)
Welddata
weld_speed(焊接速度mm/s)
voltage(焊接电压):24V
current(焊接电流):125A
Weave
weave_shape:0=不摆动、1=Z型摆动、2=V型摆动、3=三角形摆动
Weave_type:0=6轴都参与摆动、1=5/6轴都参与摆动、2=1/2/3轴都参与摆动、3=4/5/6轴都参与摆动
weave length:mm,一个摆动周期机器人工件坐标向前移动的距离
weave width:mm,摆动幅度
weave height:mm,摆动高度,只有在V型摆动或三角形摆动时有效
另外可以再焊接高级配置
Arc system Properties
标准:SI_units国际标准【mm毫米】/US_units美国标准【inch英寸】
Scrape On :True (刮擦起弧,刮擦的宽度、刮擦长度、时间)
Restart On:True(再起弧,过段距离再起弧。可调节距离、次数)
Heat On(热起弧),会在Seamdata中多出电流电压与距离
Fill On(填弧坑):会在Seamdata中多出填弧坑的电流电压、时间和冷却时间
BBack On(Burnback回烧时间):会在Seamdata中多出回烧时间
BBack Voltage On(回烧电压);设置回烧电压