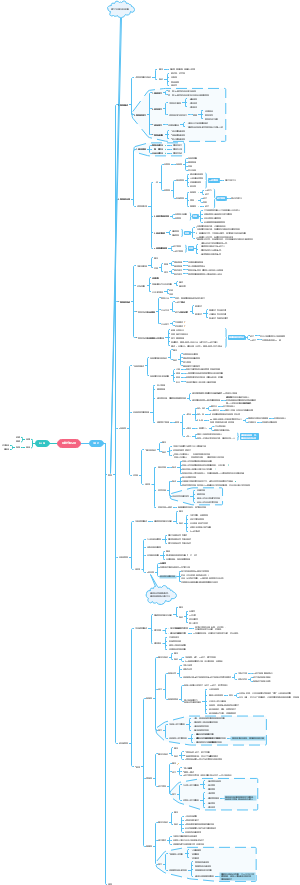
导图社区 工艺学
机械加工,工艺规程规定产品或零部件机械加工工艺过程和操作方法的工艺文件,是一切有关生产人员都应严格执行、认真贯彻的纪律性文件。
期末考液压的一些知识点,其实不怎么完全,考试没要求的就不写了,就当抛砖引玉吧
社区模板帮助中心,点此进入>>
英语词性
安全教育的重要性
法理
刑法总则
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
民法分论
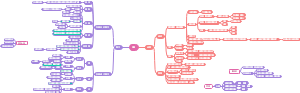
工艺学
机械加工精度及其控制
机械加工精度
精度
尺寸精度
形状精度
位置精度
误差
装夹误差
定位
夹紧
几何误差
调整
动误差
误差敏感方向
通过切削刃的加工表面的法向
几何误差对加工精度的影响
加工原理误差
采用了近似的成形运动或者近似的切削刃轮廓进行加工
调整误差
试切法调整
测量误差
进给机构位移误差
试切与正式切的时候切削层厚度不同
调整法
机床误差
导轨
主轴
传动链
受力变形对加工精度的影响
工艺系统刚度
对加工精度的影响
切削力作用点位置变化引起工件形状误差
机床变形
工件的变形
工艺系统总变形
切削力大小变化引起的加工误差
误差复映p198
夹紧力和重力
传动力和惯性力
热变形对加工精度的影响
机械加工表面质量及其控制
加工表面质量
几何形貌
表面粗糙度
表面波纹度
纹理方向
表面缺陷
表面层材料
机器装配工艺过程设计
机器装配
零件
套件
组件
部件
装配方法
互换装配法
完全互换装配法
大数互换装配法
选择装配法
直接选配法
分组选配法
复合选配法
修配装配法
各组成环按经济加工精度制造
调整装配法
机床夹具设计
概述
组成部分
定位元件或装置
刀具导向元件或装置
夹紧元件或装置
连接元件
夹具体
其他元件或装置
主要功能
保证加工质量
提高生产效率,降低生产成本
扩大机床工艺范围
减轻工人劳动强度,保证安全生产
工件在夹具上的定位
工件以平面定位
固定支承
可调支承
自位支承
辅助支承
定位误差
几何法
合成法
V型块(外圆定位)
孔轴配合(竖直方向)
孔轴配合(水平方向)
定位基面为平面
工件的夹紧
夹紧力
方向
有利于工件的准确定位,不能破坏定位
尽量与工件刚度大的方向一致,减小工件夹紧变形
尽量与切削力、工件重力方向一致,减小夹紧力
大小
作用点
常用夹紧机构
斜楔
螺旋
偏心
铰链
定心
联动
各类机床夹具
机械加工工艺规程设计
工艺规程
规定产品或零部件机械加工工艺过程和操作方法的工艺文件
是一切有关生产人员都应严格执行、认真贯彻的纪律性文件
零件结构工艺性分析举例
表 2-3
工艺路线的制定
定位基准的选择
粗基准的选择
保证相互位置要求
保证加工面加工余量合理分配
便于工件装夹
一般不得重复使用
精基准的选择
基准重合原则
统一基准原则
互为基准原则
自为基准原则
便于装夹原则
始终不能违反
加工经济精度
在正常加工条件下所能保证的加工精度和表面粗糙度
经典表面加工路线
外圆表面的加工路线
粗车—半精车—精车
粗车—半精车—粗磨—精磨
孔的加工路线
钻—粗拉—精拉
钻—扩—铰—手铰
钻或粗镗—半精镗—精镗—浮动镗或金刚镗
平面加工路线
粗铣—半精铣—精铣—高速精铣
粗刨—半精刨—精刨—宽刀精刨
粗拉—精拉
工艺顺序的安排
先加工基准面,再加工其他表面
先加工平面后加工孔
先加工主要平面,后加工次要平面
先安排粗加工工序,后安排精加工工序
加工余量
加工总余量
毛胚尺寸和设计尺寸之差
工序余量
每一工序切除的金属层厚度
工艺尺寸链
直线尺寸链
基本计算公式
极值法
封闭环的公称尺寸
封闭环的公差
封闭环的上极限偏差
封闭环的下极限偏差
概率法
时间定额
基本时间
辅助时间
布置工作地时间
休息和生理需要时间
准备与终结时间
提高生产率的工艺途径
缩短基本时间
提高切削用量
采用复合工步
减少辅助时间
减少布置工作地时间
减少准备与终结时间
绪论
生产过程
工艺过程
工序
安装
工位
工步
走刀
工艺系统
物质分系统
工件
机床
工具
夹具
能量分系统
生产纲领
生产批量
生产类型
大量生产
成批生产
大批生产
中批生产
小批生产
单件生产
加工时的定位和基准
工件的定位
工件的装夹
夹具中装夹
由夹具上的定位元件确定工件的位置
直接找正装夹
直接在机床上定位,要有加紧装置,加工精度要求非常高时候的唯一方案
划线找正装夹
定位原理
六点定位原理
限制六个自由度,实现完全定位
工件的实际定位
长短关系
大小关系
数量关系
组合关系
经典定位元件的定位分析
表1-7
完全定位
不完全定位
欠定位
绝对不允许
过定位
分析方法
总体分析
分件分析
基准
设计基准
工艺基准
工序基准
定位基准
粗基准
精基准
测量基准
装配基准