导图社区 机械-互换性与技术测量第四章思维导图
一篇关于机械-互换性与技术测量第四章思维导图,包含了表面粗糙度基本术语及评定、 表面粗糙度的选择及其标注等。
一篇关于机械-互换性与技术测量第三章思维导图,包含了形状公差、方向、位置和跳动公差、公差原则等。
一篇关于互换性与技术测量第二章思维导图,主要包含尺寸基本术语、 偏差、公差术语、 常用尺寸孔、轴的公差与国家标准等。
社区模板帮助中心,点此进入>>
英语词性
法理
刑法总则
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
民法分论
日语高考動詞の活用
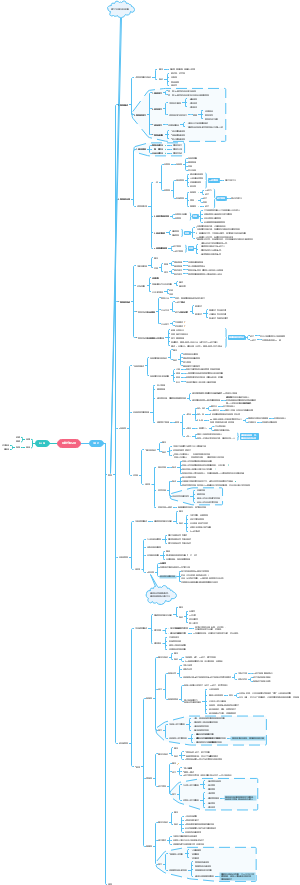
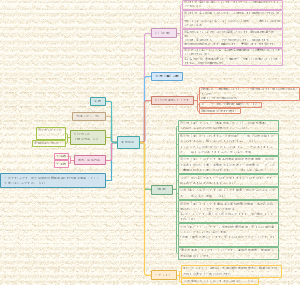
第四章 表面粗糙度测量
概述
表面粗糙度的概念
零件表面加工后会产生微小峰谷,这些峰谷的高低程度及间距状况称为表面粗糙度。它是一种微观几何形状误差,也称为微观不平度
表面粗糙度对零件使用性能的影响
摩擦和磨损
配合性质
腐蚀性
疲劳强度
接合面密封性
表面粗糙度基本术语及评定
基本术语和定义
表面轮廓
一个指定平面与实际平面相交所得的 轮廓,指横向表面轮廓⊥加工纹理
取样长度lr
测量和评定表面粗糙度时所规定的一段基准长度
评定长度ln
评定图样上表面结构要求时2所必需的一段长度
轮廓滤波器
将表面轮廓分成长波和短波的仪器
传输带
一个波长范围,由两个不同截止波长的滤波器分离获得
轮廓中线
评定表面粗糙度数值大小的一条参考线
表面轮廓几何参数
轮廓峰
轮廓谷
轮廓峰高Zp
轮廓谷深Zv
轮廓单元
轮廓但愿高度Zt
轮廓单元宽度xs
表面粗糙度评定参数及其数值
轮廓算术平均偏差Ra
轮廓最大高度Rz
轮廓单元的平均宽度Rsm
轮廓支承长度率Rcr(c)
测得值与极限值比较的规则
16%原则
全部测得参数值中,超过给定的极限值的个数不多于总个数的16%时,该表面是合格的
最大规则
所有测得的参数值不应超过给定的极限值
表面粗糙度的选择及其标注
表面粗糙度评定参数的选择
一般情况下,从高度参数Ra和Rz中选取
当Ra为0.025-6.3μm ,优先选用Ra值(因为Ra能充分反映零件表面轮廓的特征,测量方法简单,测量效率高)
当Ra>6.3μm或Ra< 0.025 μm 时,可选用Rz(因为此范围便于选择用于测量Rz的仪器测量)
当零件材料较软时,因为Ra一般采用触针测量
表面粗糙度评定参数值的选择
在满足功能要求前提下,应尽可能选用较大粗糙度值
同一零件上,工作表面的粗糙度值小于非工作表面的粗糙度值
摩擦表面比非摩擦表面的粗糙度值要小;滚动摩擦表 面比滑动摩擦表面的粗糙度值要小
运动速度高、承载重载荷的表面,以及受交变载荷作用的重要零件圆角和沟槽的表面粗糙度值都要小
配合精度要求高的结合面、尺寸公差和几何公差精度 要求高的表面,粗糙度选小值
同一公差等级的零件,小尺寸比大尺寸、轴比孔的表面粗糙度值要小
要求防腐蚀、密封性能好,或外表美观的表面粗糙度值应较小
凡有关标准已对表面粗糙度要求作出规定(如与滚动轴承配合的轴颈和外壳孔、键槽、齿轮工作表面等),则应按相应标准确定表面粗糙度值
表面粗糙度符号、代号在图样上的标注
表面粗糙度的图形符号
表面粗糙度的标注
表面粗糙度要求在图样上的标注方法
表面粗糙度要求在图样上的标注位置
表面粗糙度要求的简化注法
两种或者多种工艺获得的同一表面注法
表面粗糙度的测量
比较法
将被测表面与粗糙度样板进行比较来评定表面粗糙度
针描法
是一种接触式测量表面粗糙度的方法。常用的测量仪器是电动轮廓仪
光切法
利用“光切原理”来测量表面粗糙度。常用的仪器是光切显微镜,测量Rz值,0.5-60μm