导图社区 00277 行政管理学 ——第九章 行政管理手段
00277 行政管理学 ——第九章 行政管理手段
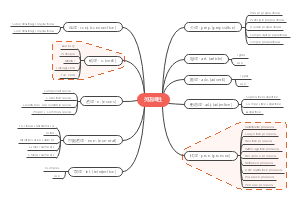
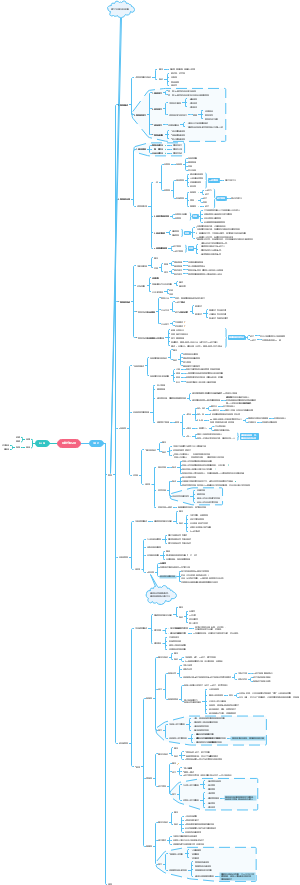
0277 行政管理学 ——第九章 行政管理手段 (第一节 行政管理方法的特点与作用、第二节 行政管理方法的基本内容、第三节 电子政务与行政管理方法现代化.)
提示: 本内容由社区用户上传并分享。平台不对内容的真实性、合法性、知识产权归属及是否侵害第三方权利进行事前审核或保证。本内容可能包含受版权保护的图片、字体或其他第三方素材,使用前请自行确认授权范围。
- 行政管理手段
- 00277 行政管理学
- 专升本 行政管理
- 自考本科 行政管理
- 行政管理方法的基本内容
- 第五章 建设工程设计阶段进度控制
这是一篇关于第五章 建设工程设计阶段进度控制的思维导图,主要内容包括:第一节 设计阶段进度控制的意义和工作程序,第二节 设计阶段进度控制目标体系,第三节 设计进度控制措施。
- 第四章 建设工程进度计划实施中的监测与调整
这是一篇关于第四章 建设工程进度计划实施中的监测与调整的思维导图,主要内容包括:第一节 实际进度监测与调整的系统过程,第二节 实际进度与计划进度的比较方法,第三节 进度计划实施中的调整方法。
- 第三章 网络计划技术
这是一篇关于第三章 网络计划技术的思维导图,主要内容包括:第一节 基本概念,第二节 网络图绘制,第三节 网络计划时间参数的计算,第四节 双代号时标网络计划,第五节 网络计划的优化,第六节 单代号搭接网络计划和多级网络计划系统。
00277 行政管理学 ——第九章 行政管理手段
社区模板帮助中心,点此进入>>
- 第五章 建设工程设计阶段进度控制
这是一篇关于第五章 建设工程设计阶段进度控制的思维导图,主要内容包括:第一节 设计阶段进度控制的意义和工作程序,第二节 设计阶段进度控制目标体系,第三节 设计进度控制措施。
- 第四章 建设工程进度计划实施中的监测与调整
这是一篇关于第四章 建设工程进度计划实施中的监测与调整的思维导图,主要内容包括:第一节 实际进度监测与调整的系统过程,第二节 实际进度与计划进度的比较方法,第三节 进度计划实施中的调整方法。
- 第三章 网络计划技术
这是一篇关于第三章 网络计划技术的思维导图,主要内容包括:第一节 基本概念,第二节 网络图绘制,第三节 网络计划时间参数的计算,第四节 双代号时标网络计划,第五节 网络计划的优化,第六节 单代号搭接网络计划和多级网络计划系统。
- 相似推荐
- 大纲