导图社区 互换性与测量技术
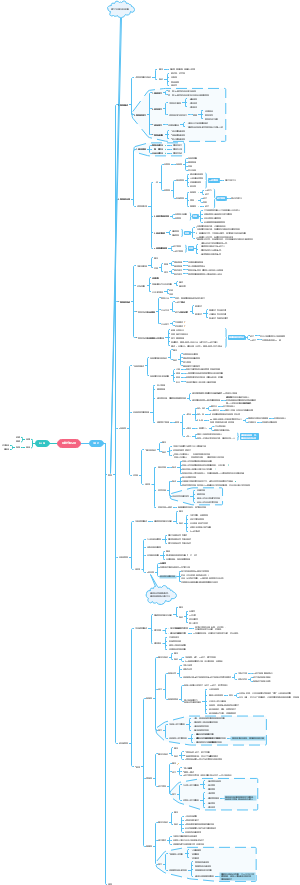
《互换性与测量技术》纲要,主要考点解析及思路梳理,包括圆柱体结合的互换性(重点)、几何公差(重点)、典型零件的互换性、表面特征的控制与评定(粗糙度)等内容。
机械优化算法课程论文框架,提供了一个关于机械优化设计的全面指南,从问题定义到优化方案实施,每个阶段都进行了详细的阐述和讨论。读者可以清晰地了解机械优化设计的整个流程和方法,为实际工程应用提供了有价值的参考。
日本作家八木仁平作品,通过三大自我认知法则,2个公式,5个步骤帮助你找到人生喜欢、擅长且重要的事!
参考教材:清华大学出版社《数值分析》,主要内容为误差、多项式插值、最小二乘法、数值微分与数值积分、解线性方程组的直接法与迭代法、解非线性方程组、常微分方程求初值章节易考公式。
社区模板帮助中心,点此进入>>
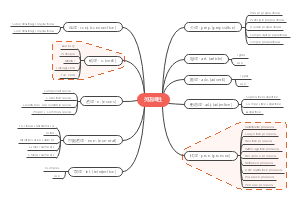
英语词性
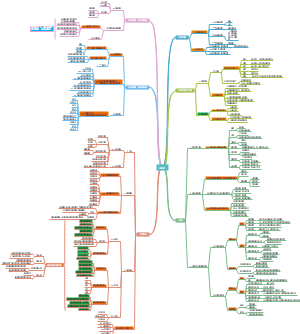
法理
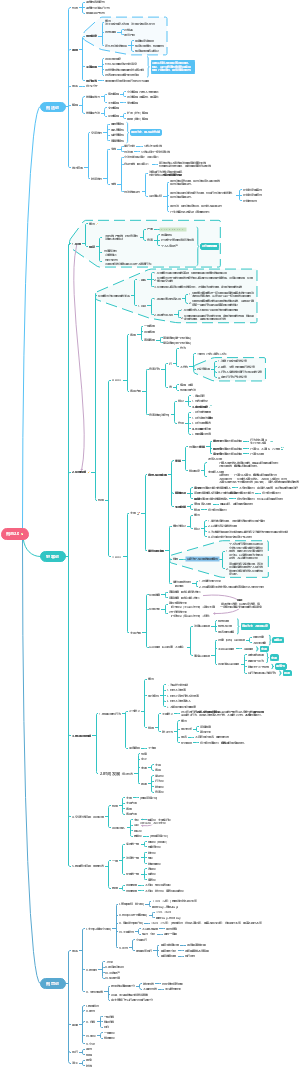
刑法总则
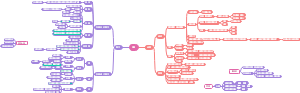
【华政插班生】文学常识-先秦
【华政插班生】文学常识-秦汉
文学常识:魏晋南北朝
【华政插班生】文学常识-隋唐五代
【华政插班生】文学常识-两宋
民法分论
日语高考動詞の活用
互换性与测量技术
圆柱体结合的互换性(重点)
基本术语
极限制
尺寸
基本尺寸:设计给定的尺寸
实际尺寸Da da:通过测量得到的尺寸
极限尺寸
允许零件尺寸变化的两个极限值
作用尺寸:它是由实际尺寸和形位误差综合作用所确定的尺寸
孔的体外作用尺寸<实际
轴>实际

偏差(±)
极限偏差
上偏差ES es
=最大极限尺寸-基本尺寸
下偏差EI ei
实际偏差Ea ea
=实际尺寸-基本尺寸
标准公差与基本偏差
标准公差IT
孔轴标准公差有20个等级,IT01最高 IT18最低
基本偏差:公差带图中靠近零线的那个极限偏差
公差带大小由标准公差确定;公差带位置由基本偏差确定
配合制:同一极限制的孔轴配合
配合:公称尺寸相同,相互结合的孔轴公差带之间的关系
间隙
过渡
过盈
孔-轴=
>0 间隙
<0 过盈
既有小于 又有大于 过渡
配合公差Tf=Th+Ts=IXmax-XminI
配合制
基孔制:基本偏差一定的孔的公差带和不同基本偏差的轴的公差带形成各种配合
H:EI=0
基轴制:基本偏差一定的轴的公差带和不同基本偏差的孔的公差带形成各种配合
h:es=0
基本偏差代号图
孔
A-H:上方 基本偏差:下偏差
JS:关于零线对称 基本偏差:上或下
K-ZC:下方 基本偏差:上偏差
轴
a-h
js
k-zc
孔轴尺寸检验
泰勒原则
1.孔轴作用尺寸不允许超过最大实体尺寸
孔:作用尺寸不大于最小极限尺寸DM≤Dmin
轴:作用尺寸不小于最大极限尺寸dM≥dmax
2.在任何位置上实际尺寸不允许超过最小实体尺寸
孔:Da≤Dmax
轴:da≥dmin
量规
通规止规工作尺寸
Z
通规公差中心到最大实体尺寸之间的距离
T
通规公差
通规
通规按最大实体尺寸制造
通规控制作用尺寸fe
止规
止规按最小实体尺寸制造
止规控制实际尺寸a
验收极限尺寸
公差
A=0.1T
选用计量器具:选用器具的u小于等于查表得到的u1
孔轴配合规则
③孔高于8级(1 2 3 4...7),轴比孔高一级
②孔8级,孔轴同级配合 或 轴比孔高一级配合
①孔低于8级(9 10 11 12),孔采用同级配合
大题
查表题
根据配合代号画出公差带图,并说明配合代号含义
根据基本尺寸和配合尺寸 确定公差等级、配合代号、公差带图
根据配合代号确定 工作量规工作尺寸和量规公差带图
计算验收极限尺寸,并选择适当的测量器具
几何公差(重点)
几何要素分类
按结构
轮廓要素:圆柱面、素线
中心要素:轴线、球心
按存在状态
理想要素:没有误差
实际要素:有误差
按检测关系
被测要素
基准要素
按要素功能
单一要素
关联要素
形位公差分类及特征
形状公差(没有基准)
直线度
两平行直线
公差带形状
公差带在给定平面内和给定方向上
两平行平面
给定方向上
圆柱面(φ)
任意方向上(轴的)
平面度
圆度
两同心圆
圆柱度
两同轴线圆柱面
线轮廓度
面轮廓度
ps
形状公差只有直线度有多种公差带形状
定向(基准)
平行度
面对面
线对面
面对线
圆柱面
线对线
任意方向(φ)
相互垂直
垂直度
倾斜度
定位(基准)
同轴度(φ)
圆
点的
线的
对称度
位置度
圆球
点
线
面
出现公差后面ABC连号,表示第一第二第三基准
A-B表示公共基准
跳动公差(基准)
圆跳动
径向
两同轴圆柱面
轴向
两同轴圆锥面
斜向
全跳动
位置公差
形状误差的评定
最小区域法
基本计算公式
体外作用尺寸
孔:
轴:
最大实体尺寸
最大实体实效尺寸
设孔轴尺寸Da da;形位公差f ;给定公差t
公差原则
独立原则:尺寸公差与几何公差相互独立
①无理想边界
②合格条件
包容要求(E)
①最大实体边界
最大实体要求(M)
①最大实体实效边界
可逆要求(R)
典型零件的互换性
滚动轴承的公差与配合
滚动轴承公差等级
2 4 5 6 0 五级
2最高 0 最低
轴孔配合基准制
轴承内圈与轴(内圈基准孔)
公差带位于以公称内径d为零线的下方,且上偏差为0
与一般基孔制位置不同:基孔制基准孔H下偏差为0
轴承外圈与孔(外圈基准轴)
公差带位于以公称内径D为零线的下方,且上偏差为0
与基轴制位置相同
注
滚动轴承内圈与轴配合:基孔制
外圈与孔配合:基轴制
螺纹公差配合及测量
普通螺纹功能要求
紧固
传动
紧密
作用中径
外螺纹
d2m=d2s+(fp+fα)
内螺纹
D2m=D2s-(fp+fα)
参数
d2m:单一中径
d2s:作用中径
fp:螺距误差中径当量
fα:牙侧角中径当量
螺纹中径合格性条件
外螺纹:d2m≤d2max 且d2s≥d2min
内螺纹:D2m≥D2min 且D2s≤D2max
螺纹代号及含义
单独
M12x1-5h6h-40-L-LH
M
12
x1
粗牙可省略
-5h6h
内螺纹:H
-40
-L
中旋合长度可省略
-LH
右旋可省略
螺纹特征代号
公称直径为12mm
单线细牙螺纹,螺距为1mm
外螺纹中径公差带代号为5h,外螺纹顶径公差带代号为6h
旋入长度为40mm
长旋合长度(S:短 N:中)
左旋的螺纹
配合
M20x2-7H/7g6g-L
20
x2
-7H/7g6g
公称直径为20mm
单线细牙螺纹,螺距为2mm
内螺纹中径顶径都为7H,外螺纹中径公差带代号为7g,外螺纹顶径公差带代号为6g
右旋的螺纹副
1.粗牙螺纹不标注螺距基本值
2.中等旋合长度N不标注
3.右旋不标注旋向
渐开线圆柱齿轮传动的互换性
齿轮传动的四项基本要求
传递运动的准确性
传递运动的平稳性
载荷分布的均匀性
传动侧隙的合理性
精度评定指标
必检项目
齿距累积总偏差Fp
齿距累积偏差Fpk
单个齿距偏差fpt
齿廓总偏差Fα
螺旋线总偏差Fβ
齿厚偏差Esn或公法线长度极限偏差Ebn
精度等级
13级
0最高 12最低
尺寸链
表面特征的控制与评定(粗糙度
取样长度和评定长度
lr lw lp规定取样长度是为了减少波纹度和或形状误差的影响
ln而规定评定长度则是考虑消除加工表面不均匀性的影响
ln=5lr
轮廓的最小二乘中线和算术平均中线
表面粗糙度的评定参数
幅值参数
轮廓的算术平均偏差Ra
反映表面微观几何形状高度方面的特征
轮廓最大高度Rz
轮廓单元平均高度Rc
间距特性
轮廓单元平均宽度RSm
轮廓支承长度率Rmr(c)
表面粗糙度的标注
去除材料加工,λs=0.008mm,λc=λr=1mm,Ra上限值为1.6um采用最大规则;λs=0.008mm,λc=λr=1mm,Ra下限值为0.2um;纹理沿垂直方向;附加间距参数为0.05um;采用磨削加工
16% 最大值规则
16%规则
用去除方法得到的材料 Ra上限值为3.2 下限值为1.6um
最大值规则
Ramax 3.2
用去除方法得到的材料 Ra最大值为3.2
滤波器 λs短波 λcr长波
a:去除方式加工 λs=0.0025mm,λc=λr=0.8mm,Ra上限值为3.2um
b:去除方式加工 λs=0.0025mm,λcλr默认为标准值,Ra上限值为3.2um
c:去除方式加工 λs默认为标准值,λc=λr=0.8mm,Ra上限值为3.2um
评定长度
d:去除方式加工λs默认为标准值,λc=λr=1mm,评定长度为三个取样长度(ln=3xlr),Ra上限值为1.6um
e:去除方式加工λs=0.008mm,λc=λr=1mm,评定长度为6个取样长度(ln=6xlr),Ra上限值为1.6um
纹理方向
=:纹理沿平行方向
⊥:纹理沿垂直方向
X:纹理沿二交叉方向
加工余量
标注在最左侧
加工方式
最上面
测量技术概论
测量定义
将被测量与表示计量单位的标准量进行比较,从而确定被测量的实验操作过程
测量过程的四要素
测量对象(被测量)
测量单位(标准量)
测量方法
测量精度(不确定度)
量块
作用
量值传递
对计量仪器,量具校正
直接用于工件长度测量
量块的精度等级
量块分等:按制造精度分为五级(K 0 1 2 3级)
量块分级:按检定精度分为五等(1 2 3 4 5等)
量块按级和等使用区别?
量块按“级”使用时:量块尺寸为标称尺寸,包含量块的制造误差
量块按“等”使用时:仅包含检定时的测量误差(无制造误差)
精度:等>级
按测量结果
直接测量
间接测量:测后经函数计算
按示值不同
绝对测量:计量器具示值为被测量的全值
e.g.管道两点压力(可直接测出来)
相对测量:示值为被测量量相对于某已知标准量的偏差值
e.g.管道两点间压力差
精度:相对>>绝对:相对测量可用标准件测完计算
是否有机械力
接触测量
非接触测量
被测量表面与测头是否相对运动
静态测量
动态测量
技术测量在制造工艺中所起的作用
主动测量(在线):加工过程中进行测量,直接用测量结果控制加工过程
被动测量(离线):零件加工完成后进行测量
测量误差
包括
绝对误差
绝对误差=测得值-真值
①绝对误差是一个具有确定大小、符号、单位的量,单位与测得值相同
②绝对误差不能完全说明测量准确度
相对误差
①相对误差之后大小符号,无量纲,百分数表示
②衡量测量的相对准确程度
分类
按特性规律
系统误差
特点:有规律
处理:发现、消除或尽可能减小它
随机误差
特点:偶然性
处理:估计其大小(标准差与极限误差)
粗大误差
特点:偶然出现,误差很大
处理:判断并剔除
按掌握程度
已知误差
未知误差
按变化速度
静态误差
动态误差
单次测量和多次重复测量(等精度,正态分布)
如何表达测量结果
①正确度:反映系统误差大小
②精密度:随机误差
③准确度:系统误差+随机误差
标准差
单次测量
多次重复测量
互换性与标准化概论
基本概念
几何要素:形成机械零件几何特征的点线面
点要素
圆锥顶点
球心
线要素
素线
轴线
面要素
球面
圆锥面
环状平面
渐开线齿面
几何量
线性尺寸
角度尺寸
形状公差
基本几何量
表面粗糙度评定参数
典型零件精度评定参数
几何量的公差和误差
尺寸公差
基本几何量公差
表面粗糙度公差
典型零件公差
公差的实质(加工难度、成本、精度)
互换性
互换性的含义
在统一规格的一批零件中,不经选择、修配、调整,任取其一,都能装在机器上达到规定的功能要求
互换性的分类
决定参数
几何参数互换性
功能互换性
不仅规定几何参数,还有(化学,光学,电学等)其他参数
方法及程度
完全互换性:任取一个零件就能满足要求,进行互换
不完全互换性:对零件有一定选择才能满足要求
概率互换:小概率零件不具备互换性
分组互换:一类零件分组,组内可互换,组间不可互换
调整互换:对调整环进行更换或改变位置来满足使用要求
修配互换:对调整环进行修配来满足使用要求
这之后不具备互换性(但精度很高)
按部位或范围
外互换
内互换
互换性由公差和检测来保证
为保证零件的互换性,要用公差来控制误差(设计时按标准规定公差)
标准及标准化
标准化的意义
对技术经济:一个国家国标种类的多少表明这个国家经济发展水平,标准越多,经济发展水平越高
对经济贸易:同时,标准、标准化也保证了经济活动有法可依,顺利进行
优先数与优先数系
R5系列: 1 1.6 2.5 4 6.3 10